|
The fabrication of titanium demands attention to cleanliness. It is not uncommon for shops which handle several metals to isolate an area to be used especially for titanium. The area set aside for titanium should be free of air drafts, moisture, dust, grease and other contaminants which might find their way into or onto the metal.
Forming
Titanium is readily formed at room temperature, using techniques and equipment suitable for steel. When correct parameters have been established, tolerances similar to those attainable with stainless steel are possible with titanium and its alloys. Recognition of several unique characteristics of titanium will aid in ease of forming:
• The room temperature ductility of titanium and its alloys, as measured by uniform elongation, is generally less than that of other common structural metals. This means that titanium may require more generous bend radii and has lower stretch formability. Hot forming may be required for severe bending or stretch forming operations.
• The modulus of elasticity of titanium is about half that of steel. This causes significant springback after forming titanium for which compensation must be made.
• The galling tendency of titanium is greater than that of stainless steel. his necessitates close attention to lubrication in any forming operation in which titanium is in contact (particularly moving contact) with metal dies or other forming equipment.
Preparation for Forming
Titanium surfaces normally are acceptable for forming operations as received from the mill. Gouges and other surface marks, introduced during handling, should be removed by pickling or sanding. Burred and sharp edges should also be filed smooth before forming to prevent edge cracking.
Cold Forming
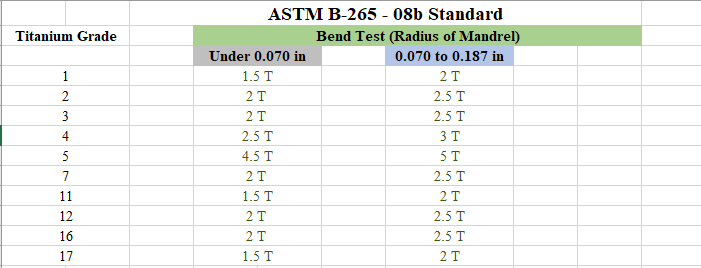
Slow speeds should be used when forming titanium. The degree to which a particular titanium grade or alloy can be formed at room temperature is dependent upon its uniform elongation in a tensile test. The uniform elongation dictates the minimum bend radius as well as the maximum stretch which the alloy can sustain without fracturing. In this respect, annealed Grade 1, Grade 11 and Grade 17) exhibit maximum formability. These are followed by grades 2, 7, 16, 3, 12, 4 and 5. Bend radii for these alloys in sheet and plate product form, as defined by ASTM specifications (B265), are given in Table 1. The minimum bend radius for any given grade of titanium will typically be about one-half of the ASTM specified bend radius for that grade.
Table 1. Room temperature bend radius for annealed titanium sheet and plate. Updated by Ibtisam Abbasi 12/04/22
Springback
A loss of 15 to 25 degrees in included bend angle must be expected, due to springback of titanium after forming. The higher the strength of the alloy, the greater the degree of springback to be expected. Compensation for springback is made by overforming. Hot sizing of cold formed titanium alloy parts has been successfully employed. This technique virtually eliminates springback when the hot sizing temperature is high enough to allow stress relief.
Hot Forming
The ductility (bendability and stretch formability) of titanium increases with temperature. Thus, forming operations can be done at elevated temperatures which would be impossible at room temperature. The influence of elevated temperature on bend radius of annealed Grade 5 sheet is shown in Table 2.
Table 2. Effect of temperature on minimum bend radius of annealed titanium (ASTM Gr. 5) sheet
|
|
|
70 (21)
|
9T
|
|
400 (204)
|
8T
|
|
600 (316)
|
8T
|
|
800 (427)
|
8T
|
|
1000 (538)
|
6T
|
|
1200 (649)
|
5T
|
|
1400 (760)
|
3T
|
|
1500 (816)
|
2T
|
Ratio of bend radius at temperature for 105° bend, to thickness, T.
The higher the temperature, the easier the forming. Springback is virtually eliminated on forming grade 5 at 1200°F (649°C) and mechanical properties are not affected. Oxidation of surfaces becomes a factor at temperatures exceeding 1100°F (593°C), necessitating a descaling operation. Heating for hot forming can be accomplished by furnace, radiant heater or direct flame impingement (slightly oxidising flame).
Local chilling of heated metal should be avoided to prevent surface checking during forming operations. Allowances in tool design for thermal contraction of warm formed titanium parts may be necessary.
Drawing
Unalloyed titanium is capable of being drawn to depths greater than those attainable with carbon steel. Grades 1, 11 and 17, which are most ductile, offer best drawability. Alloys, such as grade 5, which have lower ductility, are difficult to draw at room temperature. Several factors need to be considered before drawing titanium:
• 1. Blanks should be deburred and edges carefully smoothed.
• 2. Tool surfaces should be polished and absolutely free of dirt.
• 3. Blanks should be clean and free of dirt and scale.
• 4. Proper lubrication should be applied to blanks.
• 5. The large springback of titanium may require modified die design.
• 6. Slow drawing speeds produce best results.
In practice, care must be taken in the drawing of titanium because of titanium’s tendency to gall. Galling not only mars the surface of the titanium drawn part but may also cause failure of the part during the drawing operation. Precautionary steps, therefore, need to be taken to prevent any contact of the titanium with tools and dies by proper lubrication.
Drawing Lubricants
Conventional drawing lubricants generally are not acceptable for use with titanium. The most effective lubricants appear to be dry-film types incorporating anti-galling constituents. Polyethylene or polypropylene in dry-film or strippable form (0.003 inch thickness) have proven to be effective. A suspension of acrylic resin in trichloroethylene containing molybdenum disulfide and PTFE (polytetrafluoroethylene) coatings have also worked well and appear capable of surviving more than one draw. High-pressure grease-oil type lubricants may also be acceptable at room temperature for mild draws.
As with other forming operations, the springback characteristic of titanium needs to be recognised. Tools may have to be designed to compensate for springback, particularly if drawing is to be done at room temperature.
Deeper draws, lower loads and less distortion in the finished part are obtainable by drawing titanium hot. Temperatures in the range 400°-600°F (204°-316°C) are best for unalloyed titanium. Titanium alloys, such as Grade 5 which have low ductility and are difficult to draw at room temperature, often can be drawn hot, in the range of 900°-1200°F (482°-650°C). Hot forming lubricants generally contain graphite or molybdenum disulfide and may be applied over zinc phosphate conversion coatings.
Tube Bending
Titanium tubing is routinely bent on conventional tube bending equipment. Mandrel benders are recommended particularly for tight bends. Wiper dies and mandrels should be smooth and well lubricated to minimise titanium’s tendency to gall. Bending should be slow. Bends made without a mandrel require larger radii. If smaller radius bends are required, it may be necessary to bend the tubing at 400°-600°F (204°-316°C). Consideration should be given to using heavier wall tubing for tight bends to compensate for thinning which takes place at the tubes outer periphery on bending.
Roller Expansion
The most commonly used method of making tube/tube sheet joints is roller expansion.
Roller expansion procedures for titanium tubes into tube sheets are similar to those used for other materials. For best results, the tube sheet holes should be within the limits specified by TEMA (Tubular Exchanger Manufacturers Association) for shell and tube heat exchangers or within the limits specified by HEI (Heat Exchange Institute) Standards for Steam Surface Condensers.
Determining Expansion
There are three commonly used methods of determining the correct amount of expansion:
1. Measuring wall reduction
2. Simulating wall reduction by interference
3. Pull-out strength versus torque curve
The above pull-out test is preferable. The suggested wall reduction for titanium tubes is 10%. Thus, in a .028" tube or a .020" tube, the required reduction is .0028" or .0020". A small error in measurement can result in a large deficiency in pull-out strength.
Interference Fit Method
Using the interference fit method, four measurements are required:
1. Tube I.D.
2. Tube wall thickness
3. Tube sheet hole diameter
4. Tube O.D.
In this method, the increase in the I.D. of the tube is used to determine the theoretical decrease in wall thickness. For example, consider a 1" O.D. x .020" wall tube:
• Tube I.D. measurement .964"
• Tube wall thickness .020"
• Tube sheet hole diameter 1.010"
• Tube O.D. measurement 1.004”
The necessary inside expanded diameter for a 10% wall reduction is:
• Tube I.D. .964"
• Clearance between tube O.D. and hole .006"
• 10% wall reduction (.2x wall thickness) .004"
• Expanded Tube I.D. .974"
This method is not preferred because it requires precise measurement and it presumes a perfectly round tube. It also depends on the tube sheet hole not enlarging.
Torque vs. Pull Out Strength
The use of torque vs. pull out strength curve for determining the necessary amount of roller expansion is on the increase. This is done by using a sample tube sheet of the same material and thickness as the full-sized condenser and with drilled holes with the same spacing and tolerance as the full-sized condenser or heat exchanger.
Tube samples about 12" long are sealed at one end either by crimping and welding or by welding plugs in one end of the tube. The tubes are then roller expanded into holes at varying torques. The usual range for this test is 7 to 12 ft. lbs.
When using a torque controlled air motor to drive the expander, it is important that it be calibrated correctly. This can be done either in the field or in the laboratory by using a portable prony brake such as the Coleco Power Tube Analyzer Model P-15 manufactured by Dresser Laboratories. For thin wall tubes, a five-roller expander with a thin gauge collar, such as the Wilson 72D, is recommended. Pull-out strengths are determined using a hydraulic tensile tester.
The tubes can be either pulled from the plugged end or pushed from the expanded end. If the push-out method is used, a filler material such as sand should be placed inside the tube for the push rod to contact. It is important that the level of the filler material in the tube be below the roller expanded area and that the push rod is kept vertical and not in contact with the tube wall. If this is not done, erroneously high pull-out values will result. When the ratio O.D./t is greater than 25, five roller expanders should be used. For lower ratios, three roller expanders are generally satisfactory.
When doing the roller expansion, both the tube ends and the tube sheet holes should be wiped clean of debris and soil. The presence of lubricating oil in the tube holes or on the tube’s outside surface can result in reduced pull-out strength and leak tightness of the finished roller expanded joint. It is preferable that the tube ends be wiped also with a solvent such as acetone or methyl ethyl ketone. Do not use chlorinated solvents or methanol. The expander should also be inspected for cleanliness and should be free of dirt or other foreign matter. The rolls and mandrel should be free to move and should be in good condition. Before inserting the expander into a tube, the shutoff torque should be confirmed by using the prony brake, then the expander should be properly lubricated with a water soluble lubricant, such as Wilson Expander Lube. A suitable air-powered expander drive is Wilson Series 3A Torque-Air-Matic, Catalog No. 40511, having a speed of 450 rpm and a maximum torque of 18 foot pounds.
The torque should be checked hourly using the prony brake. Additional lubricant should be used on the expander as required. The rolls and mandrel should be inspected periodically for chipped rolls and/or mandrel damage. Damaged pieces should be replaced immediately.
Roller expanded joints are not recommended for use with explosively bonded tube sheets. The material used as the cladding is usually relatively thin, 3/16"-1/4" max, and is almost always softer and lower in strength than the tube material. Such roller-expanded joints have a history of leakage after short periods of time. If the thickness of the cladding is increased so that leak integrity is not a problem, the economics usually favour a solid titanium plate.
|