CCD-based EBSD detectors became commercially available approximately 15 years ago, and since then the live acquisition speeds of EBSD systems have gradually increased. The next-generation CCD-based detectors are now capable of acquiring diffraction patterns at incredible rates of more than 1500 patterns per second (pps). This speed however comes at a price: the rates are obtained by extreme pixel binning, with patterns from a 640 x 480 pixel camera brought down to just 40 x 30 pixels. As a result, the quality of the resulting data can be affected.
The Symmetry detector utilizes a customized CMOS-sensor and eliminates the need for extreme pixel binning to attain high acquisition rates. The highest speeds, exceeding 3000 pps, are obtained with a relatively high pattern resolution of 156 x 128 pixels. In fact, pixel patterns of 622 x 512 can be collected and indexed at speeds well in excess of 500 pps. The additional pattern information provides benefits like enhanced hit rates, better phase discrimination and a considerable improvement in angular resolution.
This article describes the effect of this unique combination of pattern detail and speed: the Symmetry advantage.
The Effect of Pattern Resolution
Compared to a traditional CCD-based detector, the Symmetry CMOS-based EBSD detector operates in an entirely different way. In fact, varying pattern resolution does not have a major effect on the speed of acquisition: this means that it is possible to acquire high resolution patterns at extreme speeds, which was not possible with the traditional CCD-based detectors.
For instance, Figure 1 shows patterns that were obtained using the Symmetry detector from a duplex stainless steel sample, working with a beam current of ~10 nA and at a full resolution of 1244 x 1024 pixels. When the speed is increased from 10 pps to 250 pps, the megapixel detail remains although the patterns become noisier.
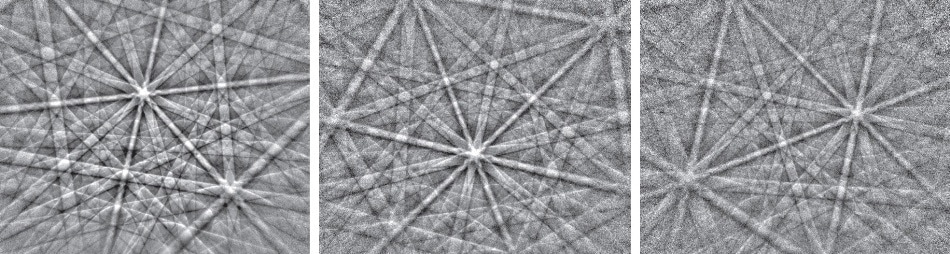
Figure 1. EBSPs collected at full resolution (1244 x 1024 pixels) from a duplex stainless steel at ~10 nA probe current. Left – 10 pps, center – 100 pps, right – 250 pps.
In effect, enabling the software to process and index each pattern in a shorter time is the only reason to lower the pattern resolution from the Symmetry’s full 1244 x 1024 pixels. Lowering the pattern size to 156 x 128 pixels allows AZtec® to carry out band detection, background correction and indexing within less than 300 µs, that is, at speeds well in excess of 3000 pps. Yet, even a pattern at this resolution contains important detail, as shown in Figure 2.
The heavily binned pattern from a CCD-based detector, shown in Figure 2 (left), has Kikuchi bands that can be barely-distinguished, even from a fairly easy material such as Ni-based superalloy. For heavily deformed samples or more complex materials, the pattern quality becomes exceedingly poor so that indexing hit rates reduce considerably. This has led to the development of pattern averaging methods in an effort to offset this issue, effectively smoothing the data and then losing information on the pixel scale. Further, the equivalent pattern obtained using the Symmetry detector has over 16 times more pixels and is obtained in about half the time. In addition, the band edges are clearly defined and as a result, the indexing process is greatly enhanced – in terms of the hit rate and the angular precision of the solution. The benefits are also extended to more complex samples, allowing excellent indexing at high acquisition speeds without any recourse to pattern averaging methods.
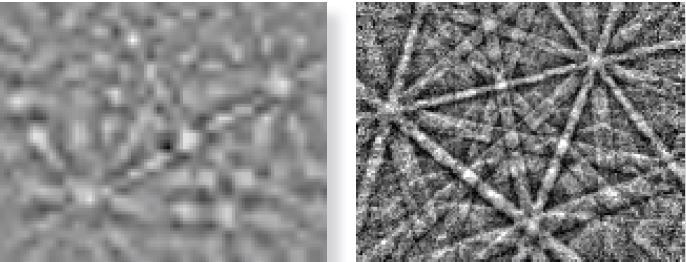
Figure 2. Example EBSPs from a Ni-based superalloy collected at maximum acquisition rates (beam current 10 nA). Left – fast CCD-based detector (40 x 30 pixels at 1580 pps). Right – Symmetry CMOS detector (156 x 128 pixels at 3000 pps).
Examples
The first example clearly shows the benefits of higher pattern resolution, a partly-recrystallized Ni-based superalloy sample. The same sample was examined using the Symmetry detector operating at 3000 pps (99.2% hit rate) and a conventional CCD-based detector working at 1580 pps (94.5% hit rate). The analytical conditions were about the same for both scans.
Figure 3 shows Kernel Average Misorientation (KAM) maps from both analyses. These maps indicate the local change in orientation around each pixel, either due to the orientation “noise” related to each measurement or sample deformation. The two maps possess the same scale (see inset legend), demonstrating that the KAM values for the measurement using the Symmetry detector are consistently much lower than those obtained using the traditional CCD-based detector.
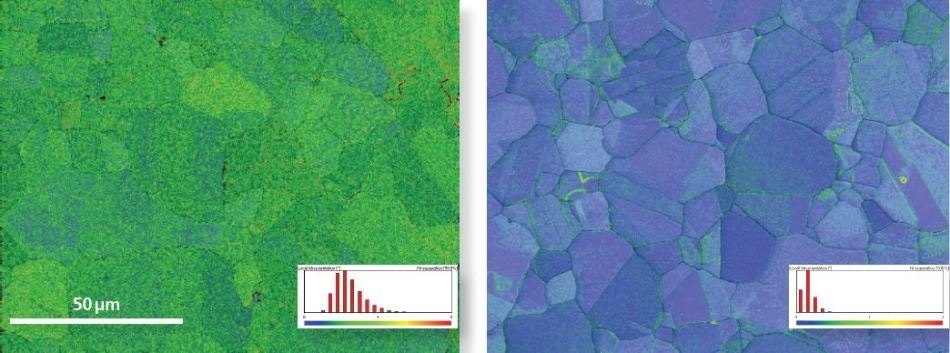
Figure 3. Kernel Average Misorientation (KAM) maps from analyses of the same Ni-based superalloy sample. Left – CCD-based detector 1580 pps, right – Symmetry CMOS detector at 3000 pps. Both scales are the same, showing variation from 0 to 2°.
In Figure 4, the values from these two maps are compared in more detail. The higher pattern detail from the Symmetry CMOS detector has obviously led to a remarkable improvement in the angular precision of the data, with the mean KAM value reducing from 0.62° (CCD) to 0.16° (Symmetry CMOS), and with a similar enhancement in the variance of both datasets (0.0491 improving to 0.0097).
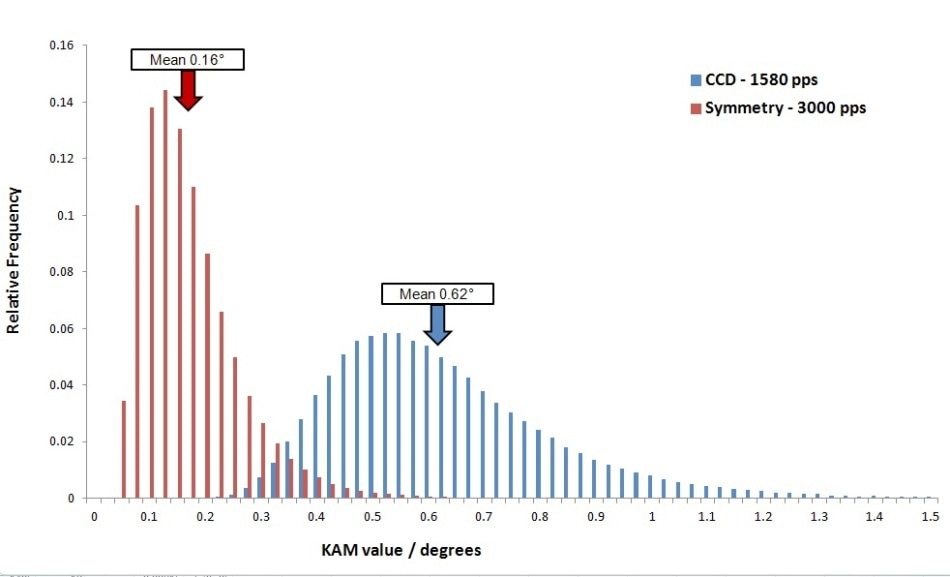
Figure 4. Comparison between the KAM distributions in the maps presented in Figure 3.
The advantage of this dramatic enhancement in angular precision would be greatest when examining boundary properties (particularly misorientation rotation axes), studying small changes in orientation (such as across dislocation arrays), or when applying EBSD data to measure geometrically necessary dislocation densities.
In the second example, a duplex stainless steel is studied using the Symmetry CMOS detector. This steel had been rolled and later heat treated, resulting in the formation of Chi and Sigma intermetallic phases. In this example, the acquisition speed was set at 493 pps with a 99.7% hit rate, and the detector resolution was set at 622 x 512 pixels.
Figure 5a shows the phase map of the analysis area, and Figure 5b shows a Grain Relative Orientation Distribution (GROD) map for the austenite phase. In the GROD map, each pixel in each grain is colored based on its disorientation from the mean orientation of that grain, leading to a map that indicates the deformation areas inside the sample. The map shows local areas of orientation change close to boundaries and associated with surface scratches, and it also indicates deformation areas at triple junctions corresponding to the intermetallic phases. A transect across a single grain and towards a deformation zone is indicated by the red line, and the change in orientation along this transect is illustrated in Figure 5c. It is now obvious that the data’s angular precision is considerably under 0.1°, enabling orientation changes as small as 0.05° to be resolved, but at acquisition speeds typically associated with heavily binned EBSPs.
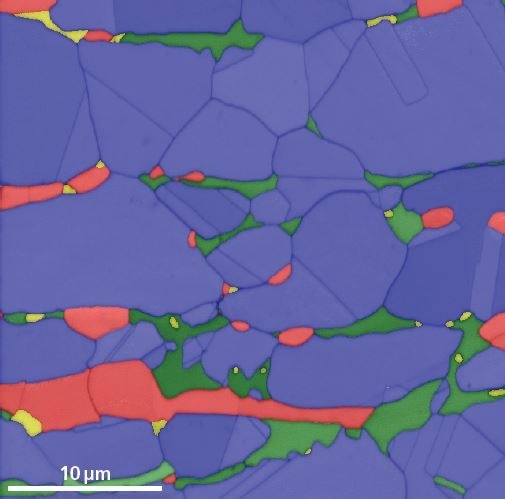
Figure 5a. Phase map of a heat-treated duplex steel. 622 x 512 pixel resolution patterns were collected at 493 pps. Blue – austenite, Red – ferrite, Green – Sigma, Yellow – Chi.
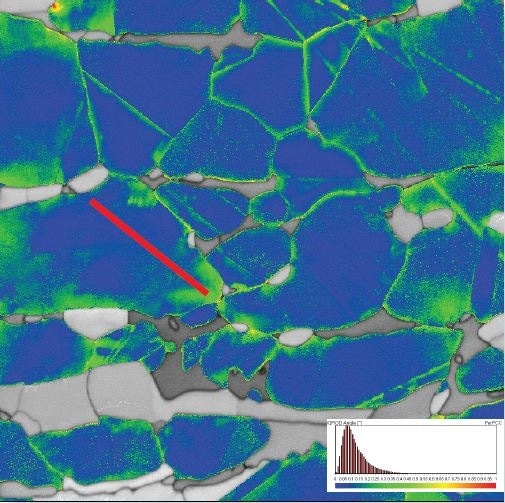
Figure 5b. Grain relative orientation distribution map of the same area. Color scale ranges from 0 to 1°. Red line marks transect shown in Figure 5c.
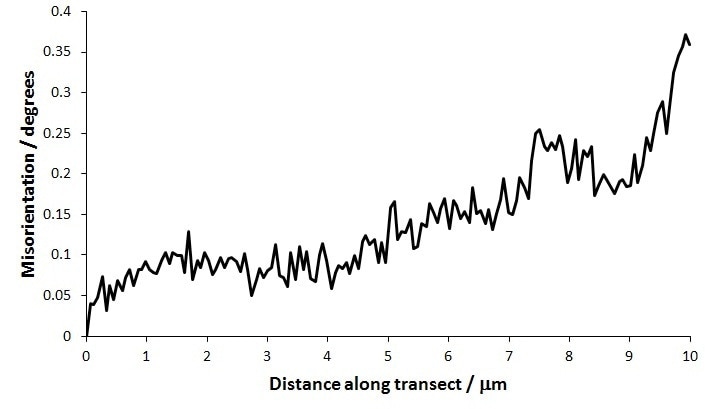
Figure 5c. Misorientation profile along the transect in Figure 5b, relative to the starting point.
Conclusion
This article has demonstrated the most significant benefits of using the CMOS-based Symmetry detector over conventional CCD-based detectors. The Symmetry detector, even at unparalleled acquisition speeds, is capable of collecting diffraction patterns with high pixel resolution patterns. This allows improvements in hit rate, angular resolution and phase discrimination. The above examples demonstrate that boundaries as small as 0.5° can be successfully determined at speeds more than 3000 pps, while higher resolution patterns at speeds of about 500 pps allow orientation changes as low as 0.05° to be resolved.

This information has been sourced, reviewed and adapted from materials provided by Oxford Instruments NanoAnalysis.
For more information on this source, please visit Oxford Instruments NanoAnalysis.