|
|
||||||||||
Electrical Discharge Machining and Surface Alloying – The Process, Parameters and State of Play |
||||||||||
Topics Covered |
||||||||||
|
What is Electrical Discharge Machining? How Does Electrical Discharge Machining Work? Surface Alloying During Electrical Discharge Machining Problems Associated with Surface Alloying Producing Wear and Corrosion Resistant Surfaces The Effect of Open Circuit Voltage Hardness Increase Due to Surface Alloying Surface Alloying of Titanium Alloys |
||||||||||
Background |
||||||||||
|
The past
five years have seen an increasing interest in the novel applications of
electrical discharge machining, particularly from the Far East and Europe,
with industry starting to see the potential of the technique for surface
modification. Normally used for manufacturing dies/moulds and aerospace
components, researchers at the University of Birmingham are adapting the
technique to enable surface hardening of workpieces to create, in some cases,
new, harder alloys on the surface of components to increase their working
life and wear resistance. What is Electrical Discharge Machining?
Electrical
discharge machining (EDM) is a thermal process that involves melting and
vaporisation of the workpiece electrode. It is widely used in the aerospace,
mouldmaking and die casting industries for manufacturing plastics moulds,
forging dies and die casting dies made from hardened tool steels, together
with engine components, such as compressor blades made from titanium alloys
and nickel-based superalloys. In addition to the more well known EDM
operations of die sinking, scanning/milling with a simple electrode and wire
cutting, other operations and machine configurations exist, one of which
allows the surface of hardened steel rolls used in the production of steel
and aluminium sheet to be textured. How Does Electrical
Discharge Machining Work?
The EDM
process uses electrical discharges to remove material from the workpiece,
with each spark producing a temperature of between 10,000-20,000°C.
Consequently, the workpiece is subjected to a heat affected zone (HAZ) the
top layer of which comprises recast material. The thickness, composition and
condition of this layer depend on the discharge energy and the make-up of the
workpiece, tool electrode and dielectric fluid, and both hard and soft
surface layers can be produced despite perceived wisdom that the recast layer
is always hard. With ferrous workpiece materials, the recast layer typically
appears white and amorphous when viewed under a microscope, and is prone to
tensile stress, microcracking and porosity. The Recast Surface Layer
To increase
the life of the tool or product, the recast layer is generally removed,
particularly for applications in which the part is subjected to cyclical
stress (aeroengine components) or fluctuating loads (forging and punching
tools/dies). This is achieved either by hand polishing, etching or heat
treatment. Alternatively, burnishing or shot peening is employed in order to
impose a compressive residual stress regime. However, such processes are
supplementary and may increase cost and time. With operations in which
repeated high levels of mechanical impact are not a factor, such as plastics
injection moulding, the EDM recast layer can be beneficial in providing
increased abrasion and corrosion resistance. Surface Alloying During
Electrical Discharge Machining
Another
way of improving the surface integrity and wear resistance of an EDM
workpiece is by applying surface alloying during sparking, using either
partially sintered powder metallurgy (PM) tool electrodes, or by dispersing
metallic powders in the dielectric. Several published papers detail the use
of powders suspended in the dielectric as a means of producing surface
alloying. This is an extension of work where powders, typically graphite,
aluminium (Al) or silicon (Si), varying in size from 1-100 µm, are used to
produce mirror-like EDM surfaces with minimal microcracking. Although
deionised water can been used, the majority of current work uses hydrocarbon
oil dielectrics (kerosene/paraffin), which produce carbides through
carburisation with pyrolytic carbon. Problems Associated with
Surface Alloying
This
approach is not without its problems despite the potential to increase
workpiece hardness from 2-6.5 times that of the bulk material and produce
recast layers of 10-150 µm thick. It is difficult to achieve a uniform
distribution of the powder in suspension and filtration of the dielectric can
be counter-productive. Electrode Materials
Very
little surface alloying occurs when using ‘conventional’ tool electrodes
under standard polarity compared to partially sintered PM electrodes, where
the binding energy between grains is considerably lower. Negative tool
polarity is usually employed and PM electrode materials used include Al, Cr,
Cr/Ni, Cu/Co, Cu/Mn, Cu/Sn, Cu/W, Ni, Ni/Co, Ni/Fe, Ni/Mn, Ni/Si, Ti, Ti/A1, TiC/Ni,
W/CrC/Cu and WC/Co. Figure 1 shows a schematic of the process. This approach
to surface alloying is relatively new and there is little information on
aspects such as preferred particle size, sintering temperatures and
pressures. However, powder sizes of less then 50 µm are quoted with
temperatures of ~900-1300°C and pressures of ~100-550 MPa.
Producing Wear and
Corrosion Resistant Surfaces
Current
research at Birmingham involves the use of WC/Co and W/CrC/Cu partially
sintered hardmetal tool electrodes for EDM surface alloying, together with
non-standard wire materials to produce wear and corrosion resistant surfaces.
One of the challenges of the research is to produce surfaces that are highly
alloyed and have high wear resistance, but meet the surface roughness and
topography requirements of the mouldmaking, die casting, rolling and
aerospace industries. The effect of electrical parameters such as peak
current, open circuit voltage, polarity, pulse on/off times and capacitance
on recast layer thickness, and workpiece microstructure, microhardness and
composition, are being evaluated. Much of
the equipment being used is commercially available, with PM products
manufactured by Vacuum Impregnated Products and standard hydrocarbon oil
(paraffin) dielectric being used. However, in order to increase electrode
wear (contrary to common practise where minimum wear is desirable) and
achieve greater surface alloying, generators with higher than normal open
circuit voltage - up to 300 V - are being used. The Effect of Open
Circuit Voltage
Work on
tool and roll steels (AISI H13 hot work tool steel and 2% Cr steel) is being
sponsored by the Engineering and Physical Sciences Research Council (EPSRC)
in collaboration with Alcan, Charmilles, Dynacast, Erodex, The Gauge and
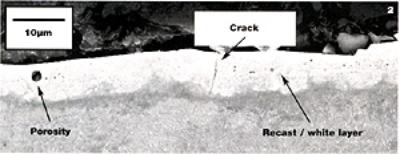
Toolmaker’s Association (GTMA) and SparkTec International. Figure 2 gives a
sample workpiece microstructure when die sinking AISI H13 heat treated to
600-640 HK0.025 using preferred operating parameter levels
identified in a Taguchi fractional factorial experiment. Analysis of the
machined surface revealed a 5-20 µm thick recast layer with some evidence of
cracking and porosity Figure 3a shows the corresponding microhardness depth
profile, while figure 3b illustrates the microhardness results from a test
where all the parameters were the same except a lower open circuit voltage
(125 V) was used. By comparison, the higher voltage caused microhardness at a
depth of 5 µm to increase from 1,116 to 1,319 HK0.025.
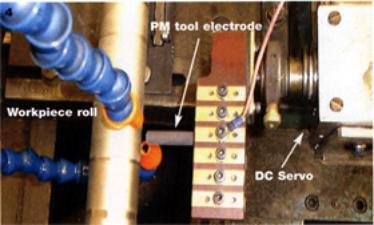
Production of Textured
Rolls
Surface
alloying is also being used to produce textured rolls, see figure 4. Here, a
PM tool electrode is used to scan along the axis of the rotating roll, while
simultaneously moving normal to its surface due to the action of the DC servo
system employed in order to maintain a constant spark gap. A number of
texture bands can be seen, corresponding to tests made with varying operating
parameter levels. The dielectric fluid, which normally floods the spark gap,
has been switched off. Typically, the surface textures produced using the PM
tool electrodes were very similar to the results obtained with conventional
Cu/graphite and graphite electrodes. The Ra and peak count (Pc) values of the
different texture bands were in the range of 2.1-2.4 gm and 113-121 peaks/cm,
respectively. These values conform to the requirements needed to roll
aluminium strip in the automotive industry.
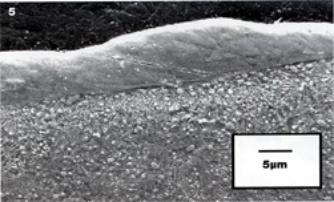
Hardness Increase Due to
Surface Alloying
A SEM of
a typical roll cross section is given in figure 5, which shows a fairly
uniform recast layer with a thickness of ~10 gm and a surface microhardness
of 930 HK0.025 compared to 800-880 HK0.025 for the bulk
material. On the face of it, this increase does not appear impressive.
However, when texturing the rolls using conventional electrodes, the typical
hardness is only 540 HK0.025 The roll was textured with a
partially sintered (1000°C) WC/Co PM electrode and the corresponding X-ray
diffraction (XRD) plot shows the presence of complex carbides in the recast
layer. Currently, such surfaces are being evaluated using scratch and
bi-directional wear tests in order to assess their performance when compared
with textured surfaces employing a hard chromium plated layer.
Surface Alloying of
Titanium Alloys
Universities
UK, Rolls-Royce and Erodex are also supporting a parallel project on
aerospace titanium alloys (Ti6Al4V and gamma TiAl). When EDM scanning Ti6Al4V
using fully sintered WC/Co electrodes, 10-25 µm thick recast layers with high
porosity have been observed. These contained cracks, which increased in
density with negative tool polarity However, they did not penetrate into the
bulk material. Surface microhardness values were extremely high, ranging from
600-2900 HK0.025 compared with 360 HK0.025 for the bulk
material. Combining Powder and
Powder Metallurgy Electrodes
The
application of powders and PM electrodes are not mutually exclusive and their
simultaneous use offers the prospect for harder, more wear resistant surfaces
with low roughness and minimal cracking. In general, the use of PM tool
electrodes allows higher discharge energies than surface alloying with
suspended powders, producing thicker recast layers (10-100 µm) and increased
workpiece surface microhardness. Summary
EDM
surface alloying has the potential to open up new horizons but its take up in
industry has been slow owing to the commercial availability of PM electrodes
and the associated EDM technology. For example, current generator
specifications (especially with regard to high open circuit voltage) are
generally designed to minimise electrode wear and workpiece recast layers.
This aspect will shortly be explored further at Birmingham with a new pulse
generator capable of accommodating ultra high frequency discharges (1000 kHz)
at up to 600 V. Work is also ongoing to evaluate the manufacture of PM
electrodes via laser fabrication, which would allow the production of
multi-element products with in-built dielectric flushing channels. While falling outside the scope of the majority of EDM users, the surface alloying approach, whether using solid electrodes or novel wires, will undoubtedly become established, albeit for specific applications. |
||||||||||