This article presents a basic overview of how additive manufacturing (AM) processes work, offering context for material characterization requirements by highlighting the main features of the processing environment and the demands it places on powders.
Binder Jetting
In the late 1980s, Binder Jetting (BJ), or powder-liquid three-dimensional printing (3DP), was developed by the Massachusetts Institute of Technology.
Licensing this technology to several sectors enabled its progressive refinement. Variations of this core technology are used to print with various materials, including ceramics, metals, sand, and pharmaceutical tablets.
A schematic of a BJ process is displayed in Figure 1. The process involves the flow of powder from a feed hopper or other reservoir being dispersed by a roller across a build surface or platform into fine, even layers.
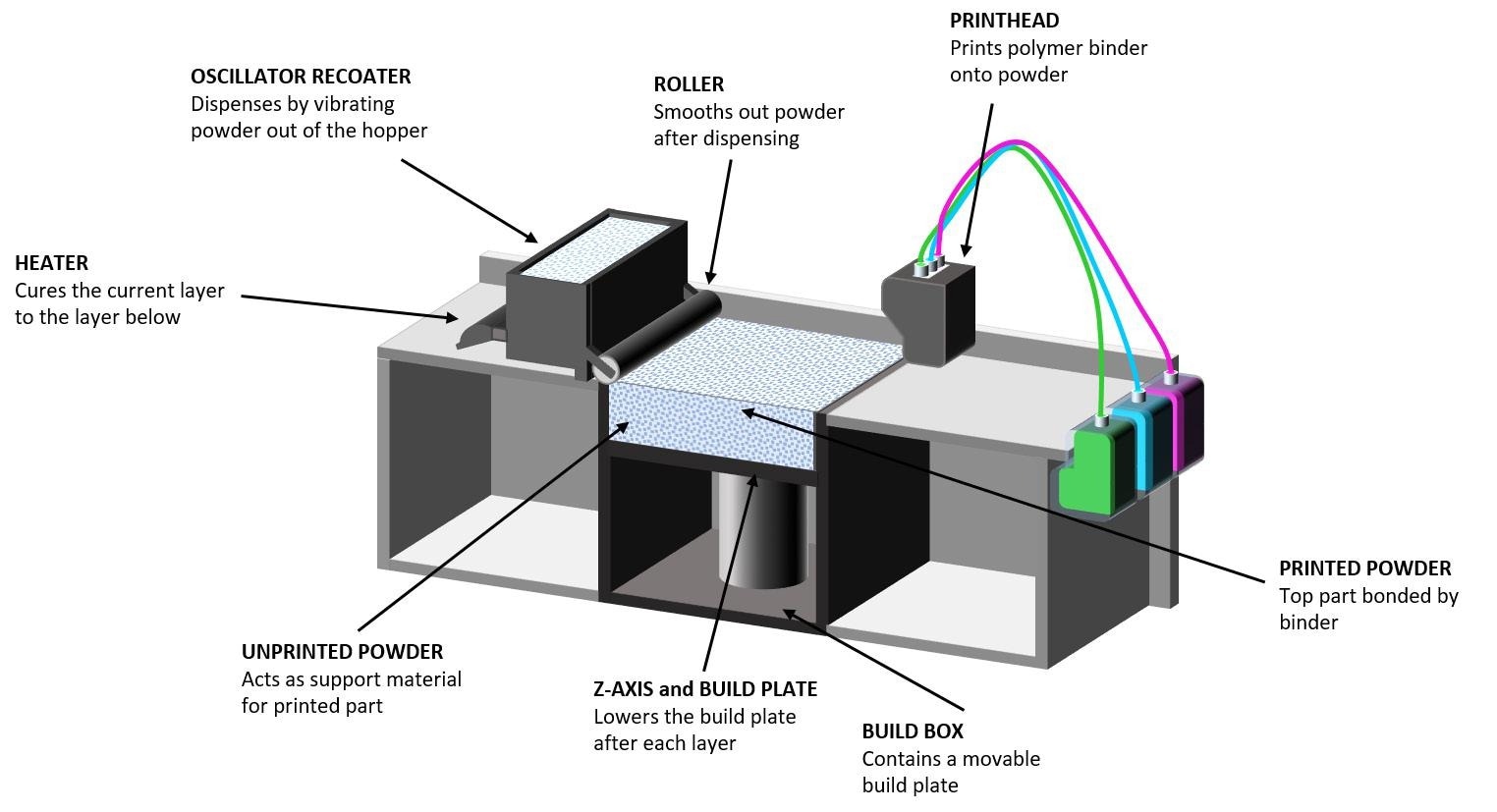
Figure 1. In BJ processes successive layers of powders are selectively bound together with a binder solution released from the printhead. Image Credit: Micromeritics Instrument Corporation
Droplets of binder that are released by the printhead selectively bind defined areas of these layers. This leads to the progressive construction of the required component.
The recycling of any unbound powder, often as much as 95%, is economically critical. In some industries, and with some specific materials, the output of the printer is the finished product.
However, the printed item is a green body that undergoes partial or complete sintering for ceramics and metals to burn out the binder and permanently fuse the powder particles. Sintering results in a densified component and additional finishing may be required to tailor the properties of the final product.
Powder Bed Fusion
Powder Bed Fusion (PBF) is the umbrella term for a variety of methods such as selective laser melting, electron beam melting, and selective laser sintering which began to arise during the mid-1980s.
Currently, these technologies lead the industrial AM landscape, providing the widest choice for printers and powders. A schematic of a typical PBF process is displayed in Figure 2.
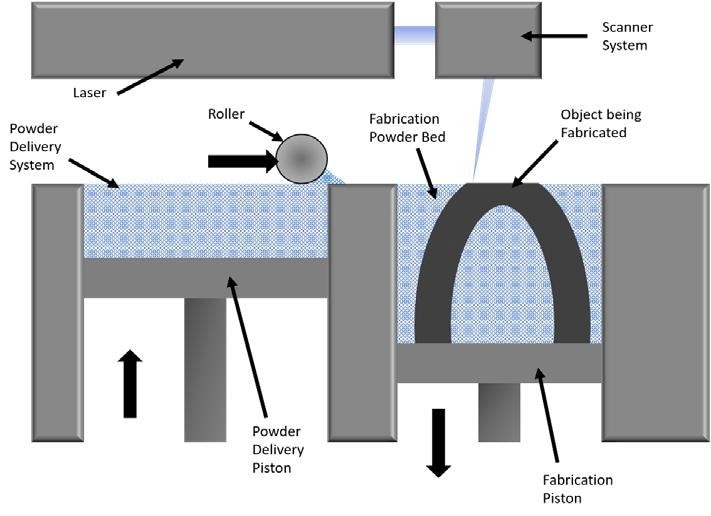
Figure 2. In PBF processes successive layers of powders are selectively fused through the application of thermal energy from a laser or electron beam. Image Credit: Micromeritics Instrument Corporation
There are similarities between PBF and BJ processes. Both rely on the gradual dispersion and spreading of fine, even layers of powder, only tens of microns in thickness. However, these layers are thermally fused in PBF processes.
In selective laser melting and sintering, lasers with a diameter of approximately 100 µm allow a precise resolution throughout the construction process, with power ratings ranging from approximately 200 W up to 1000 W.2
The application of the laser should only affect the upper powder layer, resulting in local sintering or a highly localized molten pool to be produced.
The rate of heating, melting, and cooling affects important features of the finished component, e.g. porosity, microstructure, and surface finish. While electron beam melting is similar, it is a higher energy, hot process conducted under vacuum.
The development of thermal stresses in the developing component is a key challenge in all PBF processes. Typically, supports are needed to maintain dimensional integrity when printing with metal powders, and these may result in heat being conducted away during the build.
This challenge is less significant with electron beam melting by conducting the process at high temperatures, in the region of 1000 oC.
Similarly to BJ processes, components that are printed with any PBF process may require further finishing to attain a product with the desired end properties.
Directed Energy Deposition
Directed energy deposition (DED) is another umbrella term that covers processes, including laser powder forming, laser-engineered net shaping, and powder fusion welding. The characterizing feature of these processes is that ‘focused thermal energy is used to fuse materials as they are being deposited'.1
Commercial powder-based variants of this method originated from work conducted at Sandia National Laboratories in the mid-1990s, and a defining attraction is its amenability to repair work.3
In addition to competing as a manufacturing method with other AM technologies, DED enables repairs that were not previously feasible. A schematic of a powder-based DED process is displayed in Figure 3.
In a DED process, powder flows or is blown at a controlled flow rate through a nozzle on a multi-axis arm. An electron or laser beam is used to melt the powder as it deposits in the highly localized working zone. The product or repair gradually develops as the molten material cools.
There are some critical distinctions between DED and both BJ and PBF. For example, powders are not deposited in one layer on top of another in DED.
DED may be performed on existing solid substrates. Additionally, switching from one powder to another is relatively straightforward by changing only the supply. However, additional processing may be required regarding the final finish, like the other technologies presented above.
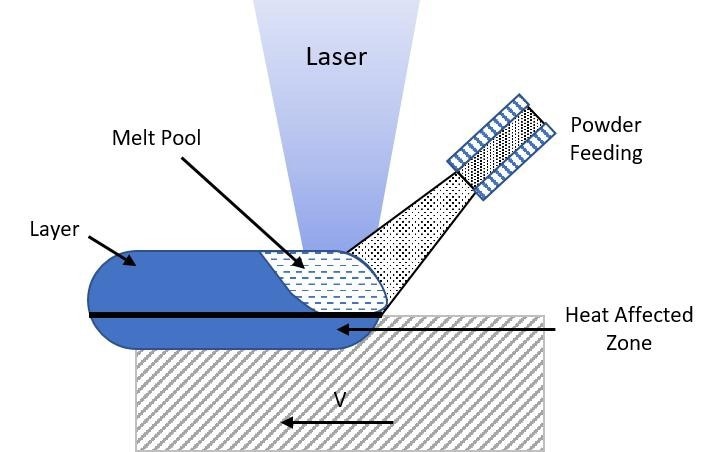
Figure 3. In a DED process, powder melts as it is deposited, fusing to the layer or substrate beneath. Image Credit: Micromeritics Instrument Corporation
Powder flowability is essential in all three processes discussed in this article.
While the properties that define optimal performance differ between processes, each technology heavily relies on consistent powder flow and, in the case of BJ and PBF processes, quick and easy powder dispersion across the build platform, i.e. good ‘spreadability’.
AM applications are some of the most demanding regarding powder flowability, while effective flow specifications for fresh and recycled AM powders are vital.
References and Further Reading
- ISO/ASTM 52900:2015 (en) Additive Manufacturing – General principles –Terminology
- EPMA ‘Introduction to Additive Manufacturing Technology’ Available to download: https://www.epma.com/epma-free-publications
- ‘Additive Manufacturing 101-2: What is Direct Energy Deposition’ Available to view at: https://www.linkedin.com/pulse/additive-manufacturing-101-2-what-directed-energy-cassidy-silbernagel/

This information has been sourced, reviewed and adapted from materials provided by Freeman Technology.
For more information on this source, please visit Freeman Technology.