The growing demand for hydrocarbons is constantly pushing oil and gas producers to locate and produce new downhole reserves, which usually involve aggressive downhole conditions. One such demanding condition involves high pressure, high temperature (HPHT), where the environment reduces the available range of technologies and materials to exploit such deep reservoirs.
HPHT operations have been divided into three tiers. Tier 2 usually involves wells with fluid pressure of 20,000 psi and temperature up to 400 °F as shown in Figure 1, and many either currently exist or are upcoming projects in the North Sea, the Gulf of Mexico, Africa, South East Asia, the Middle East and China. Today, oil companies are concentrating on solving major challenges faced during the development and production of such fields, and leading equipment manufacturers and service companies are looking into planned technologies to meet such challenges.
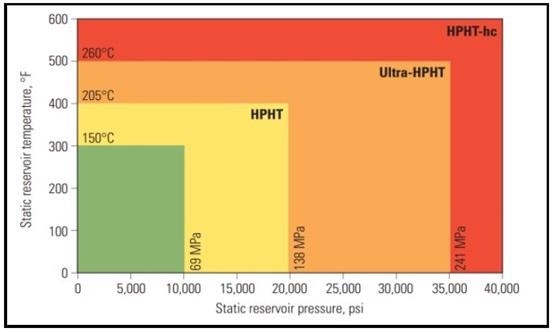
Figure 1. HPHT conditions (SPE#163376).
Building Sealing Technology for HPHT Challenging Applications
In order to ensure that downhole wells are stable and long-lasting, research and development of new plastic materials that can withstand demanding conditions has been emphasized. However, the process for testing HPHT technologies is a complex and time-consuming task, which can take months or even more than a year, particularly if they fail. One technology is available in the form of sealing solutions, which have been highlighted as a major concern in terms of the reliability of safety devices and valves in elevated temperatures and pressure ratings. In a survey conducted by Oil & Gas iQ (Current Trends and Biggest Challenges in HPHT Operations), 57,000 of its professional membership was canvassed where they indicated seals as the biggest technology gap followed by testing and safety measures.
In the above HPHT conditions, elastomeric materials reach their limits and can either blow out or extrude. One alternative to elastomers is thermoplastic sealing solutions because these have higher chemical and thermal resistance and also there is no rapid gas decompression behavior. In order to address these new industry challenges and better serve their customers, Omniseal Solutions created and tested novel thermoplastic material formulations to carry out engineering progressions on spring-energized seals designs.
A number of formulations of thermoplastic materials, predominantly PTFE materials (A to H as shown in Figure 2) intended as a seal jacket, have been exposed to isostatic pressure of 30,000 psi at 482 °F (250 °C) and 30,000 psi at room temperature. The main pressure-assisted sealing component is seal jacket, encapsulating a corrosion-resistant metal spring (energizer). Furthermore, the test pressure for most of the surface equipment often employs a safety factor of 1.5 for pressure testing. This is the reason for testing at 30,000 psi. Tests results did not reveal any major changes on the material tensile strength, which suggests that evolution of mechanical properties cannot be predicted on such grades during the seal’s lifespan.
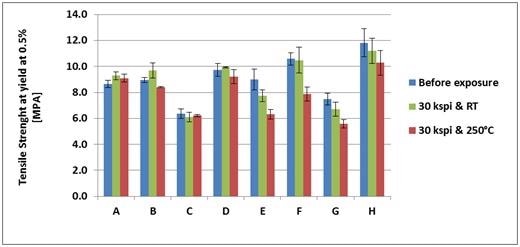
Figure 2. Tensile strength of thermoplastic materials before and after exposure at 30,000 psi.
Since back-up rings often prevent extrusion from the seal jacket material at elevated pressure and temperature, one more testing protocol was developed to evaluate the behavior of 16 varying grades of back-up ring materials. These components are made of different formulations or of the same material as the jacket, because their main function is not to seal but inhibit the flow of material through the extrusion gap. The test method, as depicted in Figure 3, simulates various in-use extrusion conditions; system pressure pushes the material to be tested into an extrusion gap. For each material, the extruded length is determined following exposure to 25,000 psi at 392 °F (200 °C) during four hours.
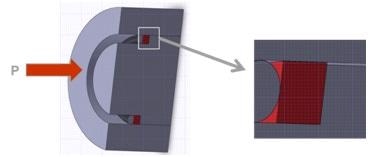
Figure 3. Extrusion test fixture.
The reference material (material sample 1 shown in Figure 4) demonstrates the largest extrusion of 0.038 inches. Out of the 15 other materials evaluated, 13 showed significant lower extrusion compared to the reference material. During the test, two material samples failed. Among the tested materials, material samples 4 and 7 showed the lowest rate of extrusion and hence were evaluated best candidates for back-up rings materials.
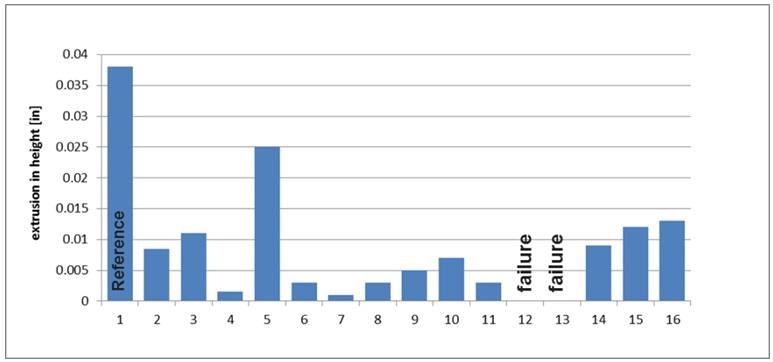
Figure 4. Extrusion performance of back up ring materials for HPHT applications.
Developing Seal Design and Testing Validation Method
The most promising spring-energized seal design configurations were assessed using Finite Element Analysis (FEA). This was done to prevent extensive empirical testing campaigns. To achieve this, a modular approach was adopted to integrate a polymer model and an existing metal spring model (commercially available) for the jacket and back-up ring elements. However, no commercially available polymer model was used because it tends to inaccurately reflect the behavior of the component while being physically tested.
This was the reason why Omniseal Solutions introduced an extensive research and development program to develop its own thermo-mechanical models for the best polymer candidates to be employed in HPHT applications. The FEA model was completely validated for a range of spring-energized seal designs and also compared to physical testing. The model made it possible to run simulations for parametric studies, numerous seals jacket materials, multi-component designs, and spring types in dynamic and static conditions.
The FEA model validated the most promising designs that were subsequently tested on a physical test bench, which Omniseal Solutions also developed internally. Figure 5 shows the bench, which is dedicated to the testing of stem seals, thus reproducing both rising stem and ¼ turn stem motions up to 392 °F (200 °C) testing temperature and 30,000 psi testing pressure. The most promising designs arising from FEA are often tested after the API 6A PR2 protocol as an initial screening. Additional testing can also be performed using the API 17D test protocol.
Apart from testing the most promising designs from FEA, a parametric study campaign was also introduced in parallel. The goal of this campaign is to optimize and assess the performance effect of each parameter in a sealing system. Focus is given to hardware parameters (hardness and roughness) and seal design parameters (jacket with spring). The result of the parametric study allows developers to suggest an optimized design that is pre-validated after the API 6A PR2 protocol is extended with the API 17D protocol. The study also advises developers on the best hardware configuration.

Figure 5. HPHT test bench for stem steals.
Thanks to many years of research and development efforts, Omniseal Solutions can now develop and assess a number of formulations of thermoplastic materials that are suited for HPHT conditions. The internally developed FEA models were able to accurately describe the thermo-mechanical performances of such types of materials, saving considerable amounts of time and cost for physical tests. Then, using a unique test bench, the most promising sealing systems can be pre-validated for customers to provide reliable sealing solutions for upcoming HPHT projects in the oil and gas industry and bridge the technology gap sorely required for these challenging environments.

This information has been sourced, reviewed and adapted from materials provided by Omniseal Solutions.
For more information on this source, please visit Omniseal Solutions.