Plasma-spraying deposition, like many applications that guarantee a high reproducibility of processes, requires the use of free-flowing powders. In this example, the substrate needs to receive a regular and constant flow mass of powder throughout the entire projection duration to ensure the regularity of the coating thickness.
The goal of this short study is to produce a free-flowing powder with a constant ratio of Al2O3/SiO2 and suitable homogeneity for reactive plasma spraying. To do this, a mixture of alumina and silica (aqueous ceramic suspensions) are spray-dried to generate dense granules of mixing alumina/silica particles [1]. Before and after spraying, the GranuDrum instrument is used to check the rheological properties of the powders for grain characterizations [1–3].
Experimental Procedure
Three blends of powders have been used (see figure 1):
A. Course powders: purchased from Saint-Gobain, this blend comprises a mix of Al2O3 (figure 1A) and GMA (SiO2 – figure 2A) for the plasma torch. Particle size is approximately 20-40 µm.
B. Fine powders: purchased from Alcan and Sifraco, this blend is a mix of micrometric alumina and silica (see figures 1B and 2B, respectively) and the particle size is around 1.5 µm.
C. Spray-dried: using Niro Mobile Minor, this blend is prepared from a suspension of fine powders [1] to produce composite granules (figure 1C).
GranuDrum, GranuHeap and GranuPack instruments are used to characterize the rheological, static and dynamic properties of the three blends. The results achieved with the GranuDrum instrument are shown here.
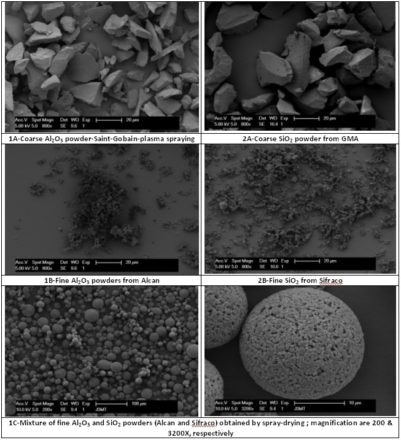
Figure 1. Electron micrographs of alumina/silica powders blends used in this study
Results and Discussions
The hysteresis area enclosed between the up- and down-curves measures the thixotropy of the blend. The controlled rotating speed measures the flow curve with a two-stage measuring cycle and a linear increase of rotating speed from 2 to 20 rpm (up curve) and a decrease to 2 rpm rotating speed (down curve). The evolution of the flow angle and the cohesive index versus the rotating speed, respectively, can be seen in figures 2 and 3 and every measurement has been performed in a range of about 2 and 20 rpm.
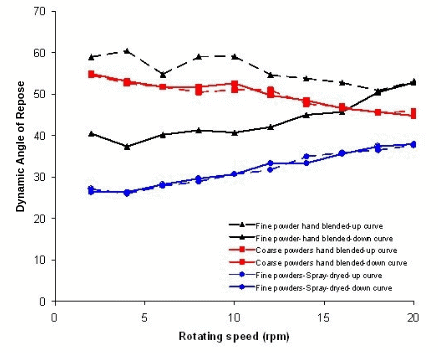
Figure 2. Evolution of the flow angles versus rotating speed for 3 different blends of mullite
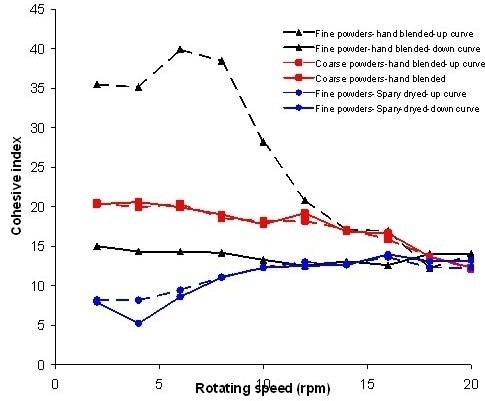
Figure 3. Evolution of the cohesive index versus the rotating speed for 3 different blends of powders
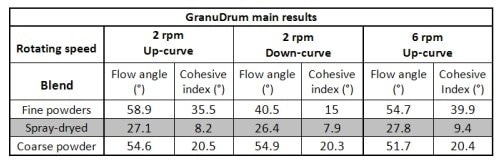
Table 1 shows the main results obtained for each blend with the GranuDrum instrument. The flow angle and cohesive index are given for two rotating speeds: 2 (go up and go down curves) and 6 rpm (go up).
Table 1. Main results obtained for each blend with the GranuDrum instrument at 2 rpm (up and down curves) and 6 rpm (up curve
Curve analysis shows a light shear thickening behavior: as the rotating speed is increased, the flow angles also increases. The spray-dried blend is characterized by the best flowability (lower flow angles), as observed in figure 2. The lack of thixotropy, i.e. with no difference between the up and down blue curves, the robustness of the powder is displayed. The spray-dried blend also has the lowest cohesive index for low rotating speed, as shown by the blue curves in figure 3. Therefore, limiting the constraint for plasma spraying is quite fascinating.
For fine powders (black curves), figures 2 and 3 show that they are characterized by a very large hysteresis (some differences between the go-up and go-down curves). The go-up curve in figure 3 clearly shows a large decrease in the cohesive index versus the rotating speed. This behavior is due to the amendment of the intergranular interactions occurring during measurement.
Characterized by a higher flow curve, and in contrast to the spray-dried blend, the coarse powders (red curves on figure 2) display a better flowability. The individual particles build together at low rotating speed due to the small 1.5 µm size of the particles. This then increases the contact number as well as the friction and, by extension, large global interactions.
Largely modifying the global cohesion, when the rotating speed increases during measurement, the particles form bigger grains/clusters (macroscopic balls from few millimeters). These balls remain in the blend after formation and strongly modify the flow angle (figure 2) and cohesive index values (figure 3).
The preserved balls in the blend formed during the measurement focus on the dependence of the history of the powder on the rheological properties. To highly modify the rheological behavior of a blend, we can condition it via rotating motion and this noteworthy property could be used for granulation. Results show that the fine powder blend is not suitable for plasma spray technology due to the absence of flowability and robustness.
Conclusions
Considering flowability and cohesion during rotational motion, the best classification in the spray-dried powder and the fine powders blend is the worst. The GranuDrum instrument displays this result and shows some very important rheological differences between the samples. Therefore, the fine powder blend is not suitable for plasma spraying as it is characterized by a high thixotropy (low robustness) and does not have good flowability.
The commercial coarse powder blend, which displays segregation issues due to large particles, is characterized by a lower flowability than the spray-dried powder. The latter blend has no thixotropy and, therefore is more predictable when the powder is motioned, which is why it is selected for producing further plasma spraying tests.
References
- Mullite coatings on ceramic substrates: Stabilisation of Al2O3-SiO2 suspensions for spray drying of composite granules suitable for reactive plasma spraying. J. of Eur. ceramic soc. 29, 2169 (2008) http://hdl.handle.net/2268/17131
- Flow of magnetized grains in a rotating drum. Phys. Rev. E 82, 040301(R) (2010)
- Flow ability and cohesion in metal powders http://hdl.handle.net/2268/83658

This information has been sourced, reviewed and adapted from materials provided by Granutools.
For more information on this source, please visit Granutools.