The digitization of X-Ray technology is expanding in the field of NDT inspection, which enables many manual inspection tasks to be fully automated. This offers a significant boost in efficiency and productivity as well as improved end-product quality.
Several years ago, a leading aerospace manufacturer was seeking to improve their inspection workflow to reduce the time taken to conduct a detailed inspection of the welded cylindrical drums employed in its aircraft turbines.
To achieve these efficiency goals, digital image acquisition was considered. Extensive preliminary assessments were performed, and the abilities of the available digital methods, including DDA (Digital Detector Array) and CR (Computed Radiography), were approved by the manufacturer.
Cylindrical drums (the object requiring inspection) are built up step-wise, using electron beam welding to attach segments. The diameter of these drums measures up to 1 meter, with a maximum of 11 individual weld inspections being required of up to 3.2 meters in length each.
The manufacturer also required the automated inspection process to be compatible with various sizes and types of drums. This explains the need for a flexible and easily configurable solution.
Quality assurance demanded that inspections were conducted after each assembly step (i.e. after each welding and material heat-up/release action).
Historically, the inspection process used analog X-Ray roll film on every weld and a 360° X-Ray source head. Typically, this required between one and seven hours to complete, depending on each interim production step and how many welds were to be inspected. The complete procedure is described in the following steps:
- Transport the cylindrical drum to the X-Ray bunker.
- Mount the drum.
- Align the X-Ray source.
- Position the X-Ray film on the circumference of the drum, while lead markers are positioned to label the areas in case any rework is needed due to the later detection of defects on the processed film.
- Personnel leave the bunker while the X-Ray exposure is performed, and then re-enter the bunker to remove the film from the drum.
- Steps 3 to 5 should be repeated on a new weld, and the newly exposed film should be developed in a separate darkroom adjacent to the bunker.
Considering the customer requirements, Dürr NDT’s local dealer proposed a complete turn-key automated solution combining the technology and expertise from three different international companies: X-RAY WorX GmbH (Germany), Dürr NDT GmbH (Germany), and BOSELLO HIGH TECHNOLOGY srl (Italy).
A micro-focus rod anode X-Ray source equipped with a customized head was provided by X-RAY WorX, while BOSELLO designed and delivered a CNC-controlled manipulation system to transport the drum, with the weld centered between the DDA and the X-Ray tube.
The X-Ray projection is precisely controlled to a specific magnification to attain the basic spatial resolution that the customer requires (depending on the material and weld thickness).
Dürr NDT provided the software integration solution for the multi-manufacturer system. The software allows the segmented digital weld images to be viewed and analyzed for sentencing by Level 2 and 3 X-Ray inspectors.
The transfer of images from the bunker to the inspector PC workstations utilizes the DICONDE (Digital Imaging and Communication in NDE) standard which ensures a future-proof solution regarding image format stability and interoperability with tools and software from different vendors.
The DICONDE standard realizes this by defining a methodology for the sharing, storage, and transferring of the data obtained from NDT inspection equipment.
The data format facilitates additional tags and attributes to be stored within an image, including the inspector name, acquisition date, and material type, which is advantageous for later archiving and retrieval.
Dürr NDT’s software solution is fully DICONDE-compliant and enables all available image metadata to be viewed.
The DICONDE standard makes this solution easy to interface with a DICONDE-compliant digital work order management system or a picture archiving system (PACS) in the future if desired.
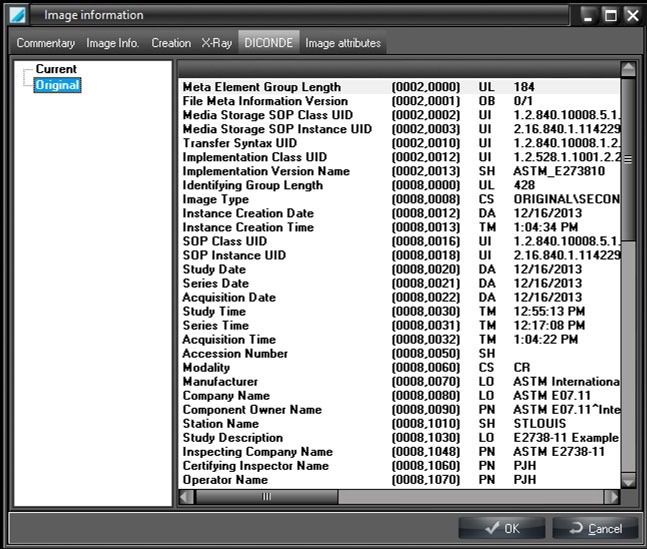
An example of DICONDE image metadata. Image Credit: DÜRR NDT GmbH & Co. KG
A Dürr NDT CR scanner (HD-CR35) was installed to deliver ultra-high resolution inspection capability in instances where the material thickness is below a given threshold.
The inspection methods employed for this application are based on the 2013 ISO17636-2 standard (“Non-destructive testing of welds – gamma-ray and X-Ray methods with digital detectors”).
This means that penetrated thicknesses less than or equal to 1.5 mm demand a minimum basic spatial resolution (BSR) of 40 µm. The HD-CR35 exceeds this requirement with certification from BAM (Federal Institute for Materials Research and Testing) down to 30 µm.
The Dürr NDT DR7 digital detector is more suitable for any resolution requirements below 30 µm because it is capable of a 25 µm basic spatial resolution.
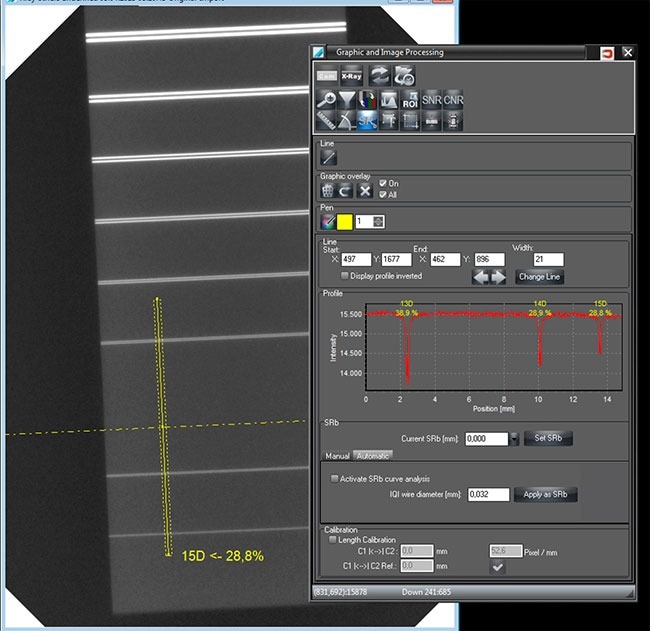
Resolution capability of the DR7 NDT sensor with DW IQI D15 (ISO 19232). Image Credit: DÜRR NDT GmbH & Co. KG
Maximum Image Unsharpness for All Techniques Class B Image Quality Class B: Duplex Wire ISO19232-5
Source: DÜRR NDT GmbH & Co. KG
Penetrated thickness
mm |
Minimum IQI value and maximum unsharpness
(ISO 19232-5)
mm |
Maximum basic spatial resolution
(equivalent to wire thickness and spacing)
SRb image
mm |
| w ≤ 1,5 |
D 13+
0,08 |
0,04 |
| 1,5 < w ≤ 4 |
D 13
0,10 |
0,05 |
| 4 < w ≤ 8 |
D 12
0,125 |
0,063 |
| 8 < w ≤ 12 |
D 11
0,16 |
0,08 |
| 12 < w ≤ 40 |
D 10
0,20 |
0,1 |
| 40 < w ≤ 120 |
D 9
0,26 |
0,13 |
| 120 < w ≤ 200 |
D 8
0,32 |
0,16 |
| w > 200 |
D 7
0,40 |
0,2 |
Excerpt from the ISO17636-2 standard showing weld inspection requirements vs. penetrated thickness
The fully automated solution mentioned above involves the following process:
- Transport the drum to the X-Ray bunker.
- Mount the drum on a specialized turntable that can rotate and modify the drum height to enable the weld to be aligned with the source-to-detector axis.
- Start the CNC program for the specific type of drum. This program conducts an X-Ray for all welds, providing single images that are automatically stitched together by the image acquisition software.
- Once the automatic inspection of the entire drum is complete, all stitched weld images are transferred to a network folder and are automatically imported by the Dürr NDT software for observation and analysis.

Digital image of a weld consisting of 22 exposures (with slight overlap). Image Credit: DÜRR NDT GmbH & Co. KG
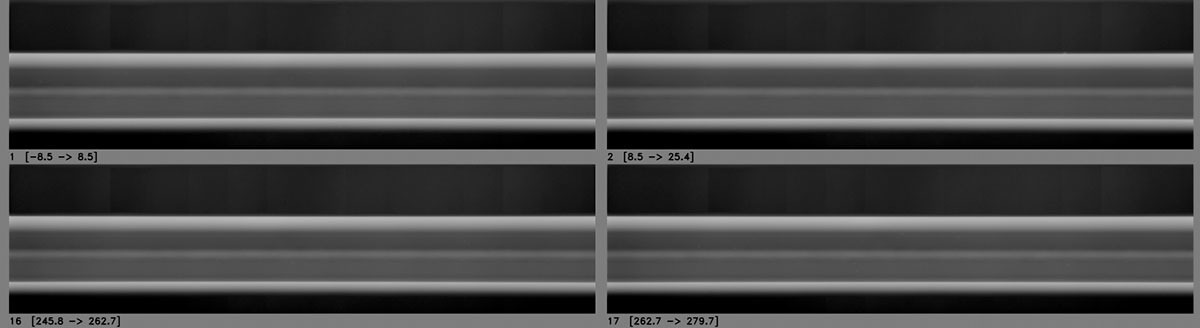
Enlarged view of 4 segments (ID and segment position also shown). Image Credit: DÜRR NDT GmbH & Co. KG
This fully automated solution was implemented and has been in operation for more than eight years to successfully reduce the inspection burden that comes with examining many large welds of a single complex part.
Since the solution’s implementation, the inspection of 11 welds requires only 1.5 hours, compared to the previous eight hours.
This end-to-end solution enables aerospace turbine manufacturers to implement a state-of-the-art digital X-Ray inspection process that delivers full data management and integration using industry standards such as ISO17636 and DICONDE.
Any inspection workflow that utilizes conventional X-Ray film to carry out inspections of welding during the manufacturing process can benefit from substantial savings in both labor and time by implementing a fully automated solution.
The seamless digitization of the inspection data is an added benefit, as this enables further analysis to aid part optimization and future development.
Acknowledgments
Produced from material originally authored by Nick D‘Ademo and Wolfgang Schultz from DÜRR NDT, Germany.

This information has been sourced, reviewed and adapted from materials provided by DÜRR NDT GmbH & Co. KG.
For more information on this source, please visit DÜRR NDT GmbH & Co. KG.