Thermo-plastic elastomers (TPE) are a unique class of materials that offer rubber-like final properties combined with simple plastic processing. These materials are devoid of curing and hence possess reduced processing and energy costs. TPE family includes a range of materials such as thermo-plastic urethane (TPU), thermo-plastic vulcanisate (TPV) and thermo-plastic rubber (TPR) and so on. This article describes in detail about the block co-polymers of TPR.
TPR includes block co-polymers such as Styrene-Ethylene-Butylene-Styrene (SEBS) and Styrene-Butadiene-Styrene (SBS). SEBS is a fully saturated form of SBS with improved stability and weather-ability. The average molecular weight of these polymers is very high which prevents the materials from freely flowing. As a result, the viscosity measurements using capillary rheometers are hard to perform.
Characterization of Sample Using Oscillatory Rheometer
An oscillatory rheometer consisting of a closed cavity test chamber is the most appropriate test instrument for evaluating TPR samples. Other suitable instruments include the RPA flex and RPS elite. TPR’s with high to very high AMW do not flow upon melting. Such polymers can be sintered above melt temperature to produce a repeatable test piece. Pressure can be directly achieved in closed cell oscillatory rheometers.
The TPR materials act as a purely elastic material even under melting conditions, owing to their high molecular weight. This characteristic is illustrated in the Figure 1. While considering the viscosity power law model, η = k • ?? (n-1), the pseudo plasticity index “n” is close to zero and (n-1) = -0.87 which is a property of quasi-purely elastic materials.
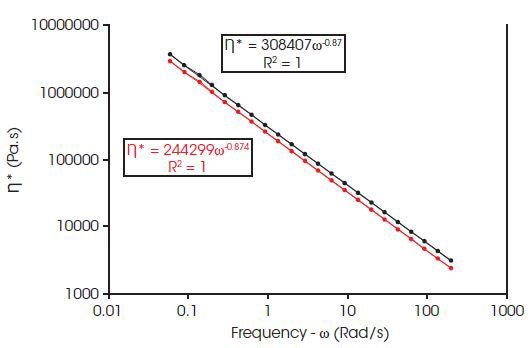
Figure 1. Purely elastic characteristic of TPR materials
Moreover, a Newtonian viscosity plateau occurs at frequencies below that measured by oscillatory rheometers. However, like a differential scanning calorimeter, dynamic testing can also be performed under a testing mode.
This type of testing monitors the viscoelastic properties of the material while continuously changing temperatures, and measures complex modulus (G*), and phase (δ) which provides useful data on hardness and transitions.
Figure 2 shows the graph illustrating the main transition δ peak around 95°C. This transition is known as the PS glass transition temperature (TG). The graph illustrates the variation in TG owing to the type of added processing oil or variation of level. In addition, a secondary transition between 120°C and 150°C was also observed. The prediction of G* can be achieved from the graph of G* versus temperature with G* axis, enabling the determination of hardness on TPR solid state. Figure 3 shows the graph of G* versus temperature.
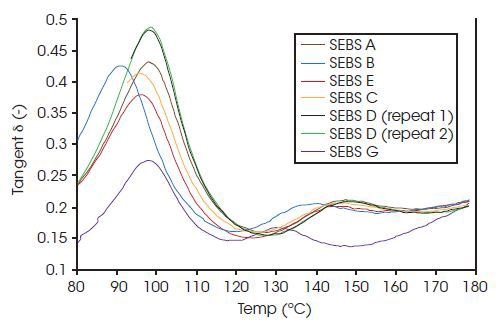
Figure 2. Graph illustrating the main transition δ peak around 95°C
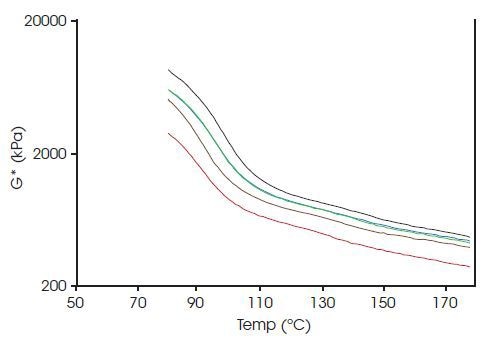
Figure 3. Graph of G* versus temperature
Conclusion
The closed cell oscillatory rheometer needs to be programmed as below to carry out this analysis:
- Load SEBS as powder or granules onto the bottom die, and close the instrument in the standby mode. Repeat this process continuously until the sample is clear, which indicates the presence of a small material flash in the spew channel. Start the test again after keeping the excess material over the sample.
- Oscillate the sample at moderate frequency and very low strain to stabilize the material behavior. Record S’ and S” to check the stationary conditions.
- Carry out a variable temperature test at a moderate frequency and small strain from 200°C till 80°C at a temperature rate of 1°C/min. Higher temperature rate may reduce transition amplitude.
- Plot G* versus temperature on logarithmic scale for G* only where G* tentative plateau is proportional to hardness at the same temperature
- Plot tangent δ versus temperature on a linear scale
This information has been sourced, reviewed and adapted from materials provided by TA Instruments.
For more information on this source, please visit TA Instruments.