Generally, it is not possible to use foam cores at much higher temperatures than their glass transition temperature (Tg) because the technical performance data significantly changes above the Tg, especially their mechanical properties which will deteriorate with rising temperatures.
With a Tg of 75°C, ArmaFORM AC grade PET core material forms a crystalline structure that will behave as a static, non-movable system until the onset of melting in the crystalline phase, at about 240° - 250°C (melting point Tm). To melt all crystalline structures, the material will take hours at temperatures of 180°C, but will melt quickly at 240°C. This provides a broad range of processing temperatures for PET cores.
Mechanical Properties as a Function of Temperature
Polymer materials like foam cores tend to be more susceptible to temperature changes compared to traditional engineering materials, wood or metals. Hence, evaluating the core material in the temperature range of processing and operation is essential. Like all other foam cores, ArmaFORM PET cores soften and experience a decrease in strength and stiffness when heated. This quality provides a broader operating and processing window for ArmaFORM PET cores compared to most other.
Similarly, ArmaFORM PET cores stiffen and become stronger, but with a slight decrease in ductility when temperature decline, as experienced by all other polymer materials. The compression properties are the easiest to evaluate for different temperatures, from hot to cold. Compression samples do not rely on bonding the specimens to the backing plates as for tensile of shear tests, removing the influence from the bonding adhesive that in turn is temperature sensitive.
Hence, compression testing has been employed to characterize the mechanical properties for ArmaFORM PET AC grade core as defined by the ISO 844 standard. Figures 1 and 2 illustrate the compression strength and modulus for ArmaFORM PET AC grade as a function of temperature between –40°C and 180°C. As can be seen, the rapid deterioration of mechanical properties of the ArmaFORM PET AC grade core above Tg until the crystalline network provide a cushion effect, and the onset of melting of the crystalline network and further softening of the core are the two areas of interest for AC grade PET core material.
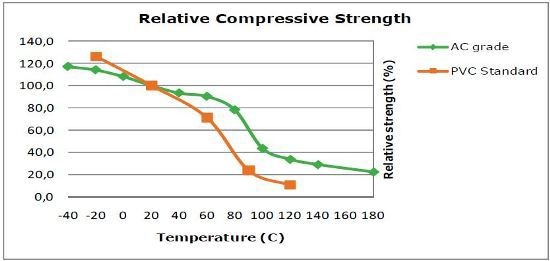
Figure 1. Compression strength vs. temperature.
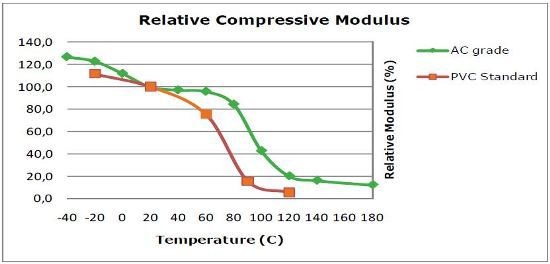
Figure 2. Compression modulus vs. temperature.
Processing AC Grade at Higher Temperatures
While processing foam cores at elevated temperatures (i.e., near or above their Tg, it is necessary to consider the combination of time, temperature and pressure together with - the density - compression strength - of the core to achieve a good result. The AC grade retains 34% of its strength properties at 120°C and 20% at 180°C. Although it appears to be low, this quality will facilitate a processing time with minor dimensional changes at full vacuum, as illustrated in Figures 3, 4, and 5.
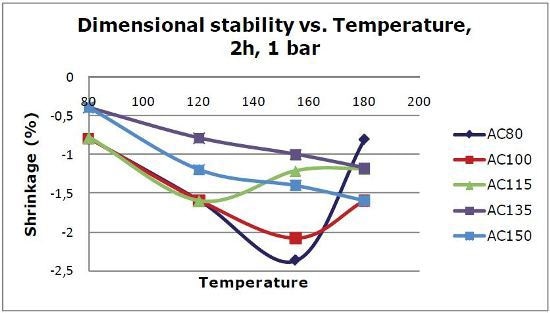
Figure 3. Thickness change as function of temperature and density at full vacuum for 2hr.
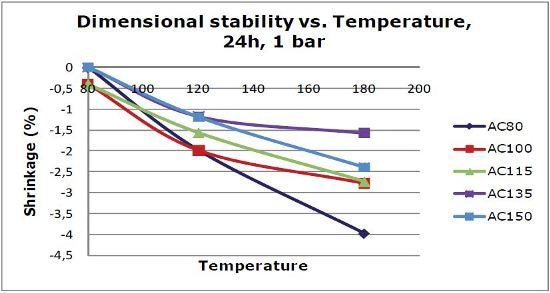
Figure 4. Thickness change as function of temperature and density at full vacuum for 24hr.
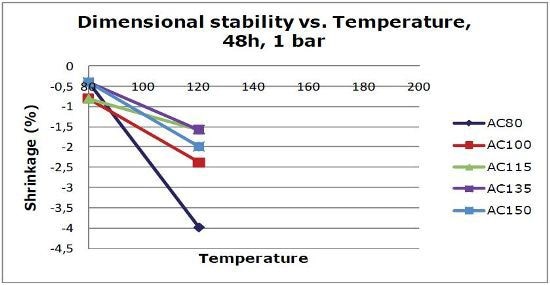
Figure 5. Thickness change as function of temperature and density at full vacuum for 48hr.
Usually, the core will experience a slight decrease in thickness but the values stated can be considered as it has been allowed to move unrestricted. Typically, this is not the case and avoiding in-plane expansion will also reduce the thickness shrinkage. The up going trend for the low densities at 180°C and 2hr is due to the expansion of the gas in the cell when heated, thus resisting the shrinkage occurring after the gas diffuses out. This phenomenon can be observed with all closed cell foam cores at certain temperatures. The general thickness reduction trend is resumed with longer time after the gas diffuses out.
Avoiding Creep Problems
Polymer materials exhibits creep behavior if loaded at high levels for a longer time. This phenomenon can be clearly seen during processing at elevated temperatures, at which the core softens. This again relies on the combination of time, temperature and pressure together with the density (compression strength) of the core. To avoid creep effects when processing as a rule of thumb, a safety factor of three on the compression strength of the core is required for processing at the temperature of interest. This is delineated in the following example. However, actual processing conditions and materials need to be assessed to corroborate the suitability.
| High pressure processing |
| 2.5 bar at 100°C |
Saftey Factor = 3 |
→ |
0.25*3 = 0.75 MPa |
Checking |
| Compression strength at room Temp. |
Strength retention at 100°C |
|
|
|
| AC 115 = 1.8 MPa |
40% |
→ |
0.4*1.8 = 0.72 MPa |
|
| AC 135 = 2.5 MPa |
40% |
→ |
0.4*2.5 = 1 MPa |
OK |

This information has been sourced, reviewed and adapted from materials provided by Armacell Benelux.
For more information on this source, please visit Armacell Benelux.