Sep 16 2014
In its production facility in Venarey Les Laumes, in the heart of France, Vallourec Umbilicals demonstrates how to use laser welding to produce pipes with high mechanical characteristics in order to reduce the wall thickness. With an 8 kW CO2-Laser (ROFIN DC 080) and a Profile Welding System (PWS) by ROFIN, this factory produces approx. 10 meters of laser welded pipes per minute.
 Production line
Production line
Pipes that are more than meet the eye
Vallourec are the world leader in manufacturing high-quality steel pipes that are used primarily in the oil and gas industry. In only a few years they have developed a new branch in the oil industry. One specialized area is that of the so-called “subsea umbilicals”, i.e. underwater pipelines that serve as conduits for various media such as supply lines, cables, or fiber optics. Umbilicals are an essential component of underwater installations and also serve to transport fluids, supply power, or the transfer of information between offshore platforms and their control station. Being deployed at depths of several thousand meters, it is obvious that these supply pipes have to be extremely robust but little is known about how they are actually made. In 2011, the group founded its subsidiary Vallourec Umbilicals, dedicated exclusively to the production of special pipes that are conducted through the interior of the umbilicals.
As they have to meet extreme demands, pipes that run through umbilicals are usually produced seamlessly. Their manufacturing costs consist of 50% material costs and 50% production costs. Using the laser welding process, both material as well as production costs can be reduced besides the improvement of the technological properties.
It all comes down to the right material
The first challenge was the selection of the right material. Pipes that are conducted through media such as sea water require materials with an extremely high corrosion resistance. Rustproof Duplex steels, i.e. stainless steels with equal parts of austenite and ferrite, offer high corrosion resistance combined with great strength characteristics. With its special alloy composition (25% chromium, 7% nickel, 4-5% molybden and 0.3% nitrogen), so-called Super-Duplex steel has the best characteristics with regards to the corrosive media of the offshore environment. The welding process takes care of the splatters and porousness in order not to affect the tube quality.
From the coil to the finished pipe
The extremely high demands on these special stainless steel pipes are also reflected in the complexity of the production line and when Guy Durand, Head of R&D at Vallourec Umbilicals, explains the individual production steps, one has a definite sense of how much commitment and energy has gone into this project.
In the first production step, the material for the continuous process comes directly from the coil – individual coils are joined together by WIG welding. Following the edge preparation by a scraping process, the stainless steel band is run through the molding of the roll former before reaching the laser welding area. To achieve the required weld quality, the subsequent welding process requires the positioning of the laser beam exactly in the middle of the welding seam. The ROFIN laser welding system, consisting of an 8 kW CO2 Laser and the Profile Welding System (PWS), is equipped with a sensor to detect the welding gap position, the so-called Weld Sensor. Thanks to the Weld Sensor, even the tiniest deviations in the gap position and the welding position are detected and corrected, keeping the laser beam precisely positioned at all times and thereby achieving the highest level of process reliability.
After welding, an in-line seam heat treatment ensures a uniform microstructure. With completion of the final brushing process, the welding seam is no longer visible to the naked eye.
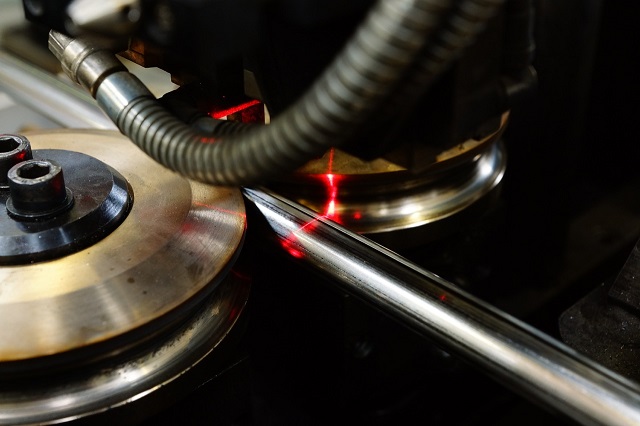
Weld seam positioning
The entire manufacturing process – from the coil to the finished pipe – is controlled by Vallourec with the help of various non-destructive methods of measuring and specially an intelligent quality process sensor system in line. In case of any quality impairment, the respective pipe sections are marked, cut out and rejoined by orbital welding before being rewound on a coil as continuous pipe. A pressure test of up to 2000 bar (2,000,000 hPa) concludes the quality control process.
The finished pipes have diameters in the range of 16 - 40 mm and wall thicknesses ranging from 1 – 3 mm.