| Lighter, smaller cars are the next big thing in the automotive industry. This drive to reduce the weight of the standard saloon is challenging materials scientists to develop new materials at combine low density with a portfolio of good mechanical properties. In order to meet the new demanding design requirements, plastics, in particular polypropylene, are being used extensively in cars for non-structural components. The materials are relatively cheap, resist corrosion, can be recycled and are easy to manufacture into component shapes, offering various styling opportunities. However, the mechanical properties of individual polymers, such as tensile strength, are usually insufficient for structural applications, and the materials cannot be used at high temperatures. This limits their range of uses in vehicles. Conventional Strengthening Techniques The normal way to improve the mechanical performance of polymers is to turn them into composites. The plastic matrix is reinforced with stiff fibres (normally of glass), enhancing the properties of the material such as its strength and toughness. Composites are becoming increasingly popular in the automotive industry as they offer advantages over metal components such as lower weight, corrosion resistance and good impact performance. But glass reinforced plastics have several disadvantages that are limiting their use. The glass fibres make the materials difficult to thermoform into component shapes, and also prevent easy recycling. Self Reinforcement So an alternative strategy is needed to improve plastics’ properties while retaining the materials’ recyclability and ease of forming. ‘Self reinforced’ plastics could provide the answer. In these materials, the improvements offered by glass fibres are achieved by enhancing the properties of the polymeric phase itself, via controlling the molecular orientation of the polymer chains. The Physics Department at the University of Leeds has carried out a great deal of research in this area over the past few years, and has developed novel processes (essentially, hot drawing) to manipulate molecular orientation in thermoplastics and so achieve improved mechanical properties of polymers. In these hot drawing processes, the degree of molecular orientation that can be readily achieved depends to an extent on the cross-sectional area being drawn. Highly oriented small diameter fibres (typically 10µm can be made fairly easily. But materials with a larger cross-section are usually less oriented, and so the properties of these larger components are not so greatly improved. The Hot Compaction Process Now, thanks to the latest advance in the field, larger components can be produced with the properties of the highly oriented fibres. The new technique is known as the hot compaction process, highly oriented, small diameter fibres or tapes are heated and squeezed together to form a thick, homogeneous sheet which keeps a substantial proportion of the original fibres’ molecular orientation. Key to the process is choosing suitable conditions of temperature, time and pressure so that only a small proportion of the surface of each fibre or tape is melted. On cooling, this material solidifies (or recrystallises) to bind the structure together. The surprising discovery is that there is a usable temperature window within the melting range of the fibres and tapes, in which enough melted material is produced for good compaction without destroying the oriented fibre/tape structure. Melting 10-20% of the original fibre gives optimum compaction, and also allows substantial retention of the fibre/tape properties. So compaction is a route for converting the properties of a highly drawn fibre or tape into a large sheet product. Studies carried out at the University of Reading have shed light on the mechanism of the hot compaction process. Figure 1 shows an etched section taken from compacted polypropylene (PP) sheet. The image shows a junction between a tape at the top right (which is in the plane of the picture) and two tapes at the bottom left (which are perpendicular to the first tape). The junction is completely filled with recrystallised material that has melted from the original tapes. Also evident is the original oriented structure within the polypropylene tapes, which has been retained even though substantial melting has occurred. | 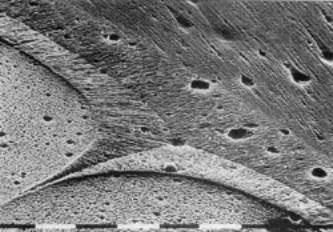
| | Figure 1. Micrograph showing the junction between three hot compacted polypropylene tapes. | Raw Materials The starting point for the hot compaction process is an assembly of oriented fibres or tapes made from a particular polymer. A highly drawn melt spun polyethylene fibre (trade name Certran, made by Hoechst, USA) was used in initial studies, which established the science behind the hot compaction process through a combination of mechanical tests and morphological studies. As the research moved towards application-based areas, it became clear that melt spun polyethylene fibre would be too expensive for the majority of applications. As a result, recent research has concentrated on the compaction of PP fibres and tapes, which offer a potentially lower compacted sheet cost. A range of oriented PP fibres and tapes have been screened for their compaction performance, and the most promising so far is a woven slit film manufactured by Amoco UK, Grade 6082, plain weave. This woven PP cloth is normally used as a geotextile, but studies have shown that it gives a good combination of cost vs performance when compacted into a sheet. The Process Compaction is carried out by a batch process. First, the required number of layers of woven PP cloth are placed into a matched metal mould (with Amoco Grade 6082, four layers of cloth give 1mm of compacted sheet), and are then placed into a hot press at the required compaction temperature, usually 184°C. Compaction pressures between 0.7MNm-2 and 2.8MNm-2 are applied to the mould assembly. The role of the compaction pressure is threefold, to enable good heat transfer, to stop the oriented PP tapes from shrinking as the temperature approaches the melting range of the material, and to aid consolidation of the material. Once the mould assembly reaches the compaction temperature, the assembly is left for 10 minutes to allow even melting throughout the layers of PP. In addition to this small scale batch compaction procedure, large scale batch experiments have successfully been carried out using an autoclave. Currently, fifteen 2x1m sheets can be made in one cycle. Continuous Processing However, if compacted PP material is to find widespread industrial applications it will have to be manufactured on a continuous basis. Some preliminary experiments have been carried using a double belt press. The press was set to 183 ± 1°C at a pressure of 0.7MNm-2. It was able to receive woven cloth 600mm wide. Initial trials were canted out using two layers of woven PP cloth, with a press speed of 1m.min-1 These parameters resulted in successful hot compaction, with well compacted sheet being produced on a continuous basis for periods of 1 hour or so. Another crucial property of the new material is its ability to be thermoformed. Extensive thermoforming trials are currently in progress to explore the thermoforming window for the compacted PP sheets. Two techniques look very promising, and in both the material needs assistance to help it to thermoform. The first uses matched metal moulds at a temperature of 150°C, while the second uses pressure-assist (or bladder-assist) vacuum forming carried out at a temperature of 150°C and a pressure of 0.56MNm-2. Properties Table 1 shows a typical data sheet for compacted PP material. The most exciting property is the outstanding impact strength, which is among the highest measured for a polymer or polymer composite. Recent tests have shown that this high impact strength is retained at low temperatures (down to -30°C), this is a very important result because isotropic PP is normally brittle at low temperatures. Table 1. Properties of compacted polypropylene (AMOCO Grade 6082). | | | Density (g.cm-3) | 920 | | Flexural Modulus (GN.m-2) | 3.5 | | Flexural Strength (MN.m-2) | 87 | | Tensile Modulus (GN.m-2) | 3.5 | | Tensile Strength (MN.m-2) | 106 | | Izod Notched Impact Strength (J.m-1) | >3000 | | Heat Deflection Temp (°C) | 143 | | Thermal Expansion (°C-1) | 73 x10-6 | Concluding Remarks In conclusion, hot compacted PP sheets show an excellent portfolio of properties, combining low weight and recyclability with good mechanical properties and excellent impact strength. Vantage Polymers, a wholly owned Leeds University company, has been established to develop the technology. Market trials for several major applications are already under way, including loudspeaker cones (in which the combination of stiffness and damping give outstanding acoustic performance), automotive parts (a collaborative project with Ford, Basildon) and radomes, in which compacted polyethylene fibres are used as they absorb very little electromagnetic radiation and therefore allow aircraft navigation signals in and out without weakening them. |