The first industrial application of a thermal fluid was most likely inspired by a food-cooking technique; the double boiler.
It has been speculated that some creative innovator, in Europe, about a century ago, saw his wife heating milk or chocolate on the wood-burning stove in a pot placed inside a second pot boiling water, and rushed to his factory workshop to build the first working archetype of indirect process heating.
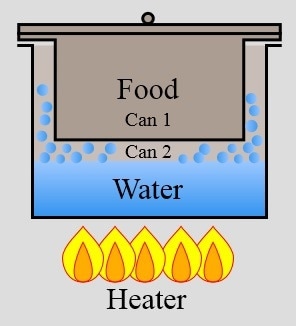
Double Boiler, or Bain Marie
Since that time, the use of vapors or liquids to regulate temperature in baths, closed circuits, or jackets has come a long way. Water, flashing organic liquids, steam, glycols, fluorinated hydrocarbons, silicones, mineral oils, molten salts and other liquids are used as thermal transfer media, and each has properties that match it to specific temperatures, reactions, materials or processes.
In the plastics sector, hot oils (also known as thermal fluids, heat transfer fluids and diathermic liquids) are mainly used for the following applications and purposes:
Table1. Hot Oil Applications in Plastics Processing.
| Application |
Purpose(s) |
| Blowmolding |
Barrel Cooling |
| Injection Molding |
Mold Temperature Control |
| Extrusion |
Barrel Screw Heating and Cooling |
| Lamination (Composites) |
Coating, Bonding, Curing, Drying |
| PET Crystallization |
Drying |
| Rubber |
Drying and Curing |
Heating the Oil; Process Heat Sources
Electric Resistance Heat – mainly used for portable control units and centrally located batch-processing systems up to 1 million BTU.
Fired Heat – mainly used for larger non-stop operated systems. Fuels consist of oil, natural gas or solid fuels such as wood, coal or agricultural waste. These systems are frequently deployed as a central heating/cooling system hard-piped to banks of large extruders or injection molding machines.
Why Thermal Fluids?
Thermal fluids offer advantages over direct heating techniques; as in the double-boiler on the kitchen stove, the heat is more uniformly applied, and the temperature more precisely regulated. Quality and output are increased, and waste is minimized. Moreover, a single thermal fluid circuit can serve many processes, even at variable temperatures.
Compared with steam process heating, liquid-phase heat transfer systems also offer benefits; systems run at very low pressure, efficiency can be nearly 8% higher, there are no flash or blowdown losses, corrosion is seldom an issue, and system maintenance is a lot lower.
Hot oils also offer specific benefits in plastics applications, related to; the materials being processed, the process conditions and the processing objectives:
Paratherm | Heat Transfer Fluids | Hot-Oil Technology Made Easy
Materials
Certain materials are better processed using hot oil than other temperature-control methods.
Temperature
Polycarbonate and many ethylene-based resins, among others, have melt points that surpass the temperature-control capabilities of liquid non-pressurized water. To maintain the precision and evenness of liquid temperature control, while avoiding the control and pressure problems of steam or high-pressure hot water, a number of processors choose hot-oil equipment. Hot oils normally have boiling points above 350 °C. In plastics applications, they are seldom used over approximately 300 °C.
Conditions
Sometimes local conditions can impact the selection of a process-heating technology.
Local Water
In moderate-temperature applications where water might ordinarily be the obvious choice for cooling, heating and temperature control, occasionally hot oils are still chosen. If the local water is very hard, this can cause maintenance problems because of precipitation of minerals which plate out on the interior of the system.
Water treatment can help, but at times a simpler solution is to switch to hot oils. Similarly, if biological fouling—bacteria, algae or other organisms—is widespread, hot oils can represent a worthwhile alternative to adding biocides.
Available Fuel
Hot oils in plastics applications have been selected where energy supplies are unpredictable or the fuels themselves are of unreliable quality. In these instances, direct heating becomes difficult because of control difficulty; the system would require frequent adjustment and tinkering as fuels altered, or needed to be swapped outright, as from natural gas to liquid fuel oil. The temperature of drying and curing ovens, for instance, can be a lot more easily maintained with hot-oil heat than with direct-fired heat in these circumstances.
Likewise, in areas with sporadic electrical blackouts or brownouts, hot oil temperature control units used in the molding and extrusion applications presented in the above chart, will hold temperature better during electrical failure or instability than direct electric heat and air-based cooling, allowing the application to continue temporarily while back-up power supplies are put into action.
Objectives
At times a production objective can be better accomplished using hot oil than with other temperature control methods. Correctly applied hot-oil temperature control can maintain temperature within ± 1 °C. Using electrical resistance for heating and forced air for cooling, this degree of control is difficult.
Faster Start-up
Using a hot oil system, the temperature in an extruder die or a mold can be raised up to temperature rapidly before production is started. If the process adds heat, as many do through friction or shear, hot oil can cool as well as heat, in contrast to direct heat which does not have any cooling function.
Cooling and Heating Within a Single Hot-Oil Circuit
Using a pressure-controlled loop and two-way control valves, several users can be served by a single hot-oil system. By including a chiller in the circuit and choosing a low-viscosity hot oil, a single heat transfer surface can be used for both process cooling and heating. For instance, there are systems where the barrel of an extruder has to be cooled, while the die has to be heated.
Single Fluid for Wide Range of Materials
In the case of hot oils, a single hot oil can be chosen that will process high-melt-point materials at 260 °C, then the same system and oil can be used to process at much lower temperatures, such as would normally be controlled with water or water-glycol circulators. This allows quick switching of a production line from one product to another with a fairly distinct operational profile.

Laminate Flooring
Troubleshooting
Frequently, the first measure taken when system performance starts to struggle is to compensate by raising the heater output temperature. This may cause short term results, but in the long run may make issues worse. Better to troubleshoot the system and rectify the underlying issues.
Signs of Trouble in Production
Product Quality Problems - Problems linked to thermal system performance can cause product defects.
Production Output Problems - Hot oil unit malfunction can result in reduced output.
Signs of Trouble in the System - Sights, Sounds and Odors
Pump Symptoms - Pump pressure fluctuations create pump noise and dancing pressure-gage needles.
Start-Up Difficulties - When starting up, system shakes, pops, grinds or whines.
Continual Pump-Seal Failure - Pump seals wear out too early.
Difficulty Reaching Temperature Setpoint - System will not achieve operating temperature.
Plugged Filters - Filters load continually requiring replacement or service.
Causes of Trouble
Hot oil system problems are commonly caused by one, or a combination, of the following three causes (correlation of these causes with the most common signs of trouble in the above section are added parenthetically);
Oxidation of the Fluid (Plugged filters, Start-up Difficulty, Difficulty Reaching Temperature Setpoint)
Oxidation is constantly caused by air contacting hot oil. The reaction forms acids and other oxygenated compounds such as aldehydes which have poor thermal stability. These compounds experience polymerization at moderately low temperatures to create higher molecular weight compounds that remain dissolved in the fluid but increase the viscosity and eventually form solids.
The carbon coke can form deposits within the equipment, sometimes sticking, even ultimately causing partial blockages that will further slow the oil flow. The problem occurs when hot fluid circulates through the reservoir or during tool changes when air is applied to blow hot fluid back into the heater. Furthermore, newer negative pressure hot oil temperature control units can cause oil oxidation by their very design.
Thermal Degradation of the Fluid (Pump Symptoms, Plugged Filters, Difficulty Reaching Setpoint)
This is most frequently a result of an insufficient fluid flow. When the oil is moving too slowly, the temperature of the fluid in contact with the heating element surface (otherwise referred to as the film temperature) can rapidly go beyond the maximum suggested for the fluid, causing the oil molecules to crack. Cracking creates lighter, more volatile components which raise the vapor pressure and cause the oil to become less viscous. The lighter components will also oxidize more quickly and can result in the formation of carbon.
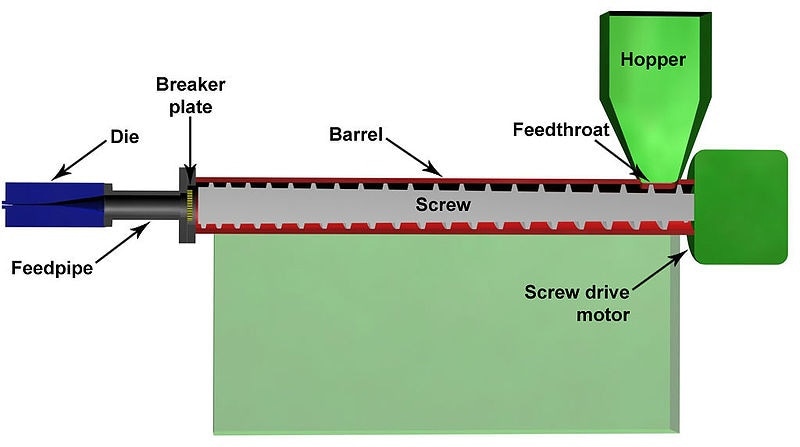
Plastics Extrusion
Contamination (Pump Symptoms, Start-Up Issues)
The most common, and generally the most problematic, form of contamination in hot-oil systems is water. Since hot oils and water do not mix, the water either settles out in low velocity areas or becomes suspended in the oil as small droplets. When the water reaches its boiling point (which will be impacted by the system pressure at that point) it will flash to steam. Small amounts of water will cause pump cavitation which can shut a system down due to low pressure. In moderate quantities, steam will displace a corresponding amount of oil which can be very dangerous if it occurs unexpectedly since the oil will be emitted from any opening in the system.
Other types of contamination include any substance that can enter into the system; dirt, dust or airborne byproducts from machining or other production functions can enter through an open reservoir. Weld spatter, flux, flash, shellac, dirt and cleaning residues remaining from the manufacturing process can even contaminate a brand-new system.
Oil Analysis
Most commonly, analysis of hot oil consists of three laboratory tests:
- Viscosity
- Total Acid Number (TAN)
- Distillation Range
When the oil is examined, these values are compared to the baseline values for the new oil, and when one or more of these three criteria fail to meet the specified range, questions should be asked about the operation and condition of the system. The answers can establish what may be causing the degradation of the fluid, and what remedial action can be taken.
In certain plastics applications, steady replenishment of fluid lost during tool changes will occasionally rejuvenate the total charge of fluid. In these cases, issues may go undetected by fluid analysis because the make-up fluid will continually refresh the deteriorating oil—also refreshing its specifications to a degree.
Occasionally, this can be an acceptable steady-state condition, if there is no compromising of the personnel, equipment or production. Other times, such a system condition can gradually grow in severity to the point that production can be affected, or the equipment can malfunction—all while the fluid is showing no severe departure from the acceptable specifications. In these latter cases, vigilant monitoring of make-up fluid quantity, usage hours and trends in analysis values can also identify system trouble.

Paratherm Fluid Analysis Kit
What Oil Analysis Reveals
Besides the laboratory tests described above, fluid samples are inspected for textural, visual and odor properties. Viscosity, water contamination, consistency, metal contamination and possible particle formation, acidity and presence of sludge can all be forecast by these empirical observations. Appearance and odor can point to contamination, probable molecular cracking because of overheating, as well as heightened acidity because of oxidation. If metal particulates are observed, metallic wear in the system could be the reason, most often because of pump issues, but also occasionally originating elsewhere.
Observed water contamination can signify probable exchanger breaches, or other system issues that can add moisture to the circuit.
The laboratory results also expose much about the system’s condition. Variations in the distillation curve can signify overheating problems, as can viscosity variations.
When the total acid number of the oil has surpassed the optimum, the oil is suffering oxidation, or, less likely, contamination. Oxidation frequently has its cause in operational practices, reservoir design or system leakage.
When to Change the Oil
There is normally no set rule for establishing the lifetime of a charge of hot oil. The oil’s usage life will differ based on heat density, air contact, temperature and general maintenance practices. In larger systems, standard fluid analysis can offer predictive as well as corrective functions for oil and system maintenance. When the oil has departed satisfactorily from the specifications, occasionally part of the oil can be replaced to return the whole charge to the preferred range of operating criteria. Other times, it is worthwhile to totally replace the oil.
In smaller systems, because of the cost of the laboratory tests, at times it is more cost effective to just change the oil on a regularly scheduled basis. Hot oil manufacturers can advise on the timing of the schedule, based on the operating criteria and application.

This information has been sourced, reviewed and adapted from materials provided by Paratherm.
For more information on this source, please visit Paratherm.