|
For some materials and material combinations the use of fusion welding is not practicable. Intermetallics may be formed at the joint interface or cracking may occur at or near the interface, which restricts the use of the joint in any service application where significant loading has to be withstood. However, while resistance welding, friction welding and their derivatives have been around for many years, the range of solid state joining techniques that are available may not be widely known in the fabrication and construction industry. The advantages of these technologies, apart from the avoidance of problems from molten and solidified material, are that the processing times can be very short and with minimal heat input, so they can also be attractive techniques for joining materials that are weldable by standard processes.
The Process
The key aspect of a solid state joining process is that, after the application of heat to soften the materials, a force is applied to squeeze out the softened material, thereby dispelling any existing surface oxide films that may be present. Friction welding achieves the heating usually by rotary or linear oscillation to promote relative motion of one component against the other, while pressure is applied normal to the faces. When the motion ceases and the final forging pressure is applied, there will be some additional flash extruded from the joint region, which can usually be easily machined away.
Flash Removal from Internal Surfaces
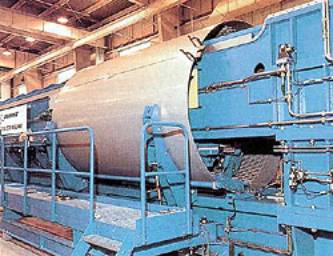
In the case of rock drills, however, the internal flash created in the bore of the tube is not easily accessible for removal, but Thompson Friction Welding has devised a gas pulsing system with oxygen and nitrogen being blown alternately down the bore during processing, which removes the flash as it is formed and can leave a concave or convex inside profile if required, figure 1. Because the softened material is being extruded out of the joint line, allowing clean metal to adhere to clean metal, there are no contamination problems, despite using oxygen.
|

|
|
Figure 1. Rock drills formed by solid state joining showing the absence of welding flash.
|
Friction Welding Techniques
Radial Friction Welding
Stolt Comex Seaway is developing a radial friction welding technique for offshore pipelines and risers of 150-320mm diameter. This is effected by rotating a profiled ring between two static pieces of pipe and radially compressing the ring so that it welds onto both pipe sections simultaneously. It has been found that sound welds in the 13% super-martensitic steels, which an cheaper but less weldable by fusion welding than the super-duplex steels, can he made in about 15 seconds, and the ring allows the possibility of introducing a non-matching material in the joint properties require it.
Friction Stir Welding
The friction welding derivative that is currently being developed most widely for application in a variety of industries is friction stir welding developed by TWI in 1991. In this technique, non-consumable tool is rotated and traverse through the material to be joined, forming a platicised annulus around the central pin, whereby material is transferred from the front to the back of the pin, eliminating the joint interface. The main use at the moment is for aluminium alloys in the shipbuilding and aerospace industries. ESAB is a major friction stir welding machine builder for both industries, and has delivered three large industrial machines to Boeing in the USA during the period 1997-1999, figure 2. They are used to weld items such as the fuel tanks and assemblies used on the Delta series of rockets, which range in size from 3.6-18 m long and 2.4-4.2 m in diameter. The first fully friction stir welded component, a cylindrical intermediate assembly, was launched from Cape Canaveral on 17 August 1999. In parallel with the many current industrial applications with aluminium, friction stir welding is also being developed for joining copper, titanium and steels - in steels, welds have already been made in 25 mm thick material and transition joints between dissimilar steels have also been achieved.
|
|
|
Figure 2. The ESAB SuperStir friction welding machine for Delta 2 rocket components.
|
Linear Friction Welding
At the other end of the material spectrum, TWI has applied linear friction welding to joints in polyethylene pipes. In this case some of the material is melted and then squeezed out of the joint line. The main attraction of the process is that the welding time is only about one minute for 125 mm diameter pipe with a 12 mm wall thickness, whereas the more standard techniques of hot plate butt fusion and electrofusion can take up to 11-12 minutes. The process has already been developed for pipes up to 180 mm diameter and in other plastic materials, and has considerable further potential.
Electric Resistance Welding Techniques
Flash Butt Welding
Several techniques involve the use of the passage of electricity to soften the mating surfaces of the two components. Flash butt welding uses resistance heating with very high currents to provide the energy required for this softening, but the recent process improvements at the Paton Institute have concentrated on modifying advanced power supplies to create pulsed flash butt welding. With a greater energy efficiency it has been possible to weld rail sections with a cross-sectional area of up to 80 cm2, and many thousands of welds have been made with this technique in gas and oil pipelines across Russia with pipes of up to 1.35 m diameter. When welding standard rails to high manganese steels, previously austenitic stainless or nickel steel inserts had to be used, but pulsed flash butt welding has obviated the need for them. An advantage of the process is that an immediate post-weld heat treatment can be applied while the component is in the machine, and often a PWHT time as short as 2 minutes can achieve the desired material properties.
Homopolar Welding
For even larger section areas, theoretically up to 600 cm2, a variant of this process called homopolar welding is being developed, primarily for laying offshore pipelines. This process uses a single, large pulse of DC electrical energy to heat up and soften the joint interface, and a weld can be made in about 3 seconds in a steel pipe of 300 mm diameter and 12.5 mm wall thickness. Parker Kinetic Designs are developing a 15 MJ welding power pack, as part of the Homopolar Offshore Pipeline Welding Research Program in the USA, and already welds have been made using the prototype unit in X65 steel and Ti-6Al-4V pipes.
Magnetically Impelled Arc Butt Welding (MIAB)
The magnetically-impelled arc butt welding process (MIAB) is a solid state joining technique that uses arc heating of the components to be joined, the arc being struck between two tubular components, for example, and then magnetically rotated rapidly around the circumference. The arc disrupts the surface oxides and softens the interfacial material without necessarily melting it, and the components are then forced together to forge out those oxides and leave only clean material in the joint. Traditionally the technique is restricted to thin-walled components, as the arc tends to travel along the corners of the components, but the Paton Institute has now developed MIAB machines for welding steel tubes up to 12 mm wall thickness and also for welding solid steel rods and bars up to 30 mm in diameter.
Other Welding Processes
Techniques Involving Moving Components
For processes that move components rapidly together to create the weld, there is explosive welding and magnetic pulse welding. The former converts the chemical energy stored in the explosive charge to force one component rapidly against the other, and sometimes a jet of surface debris is ejected as the two sides of the interface are forced progressively together. It has been calculated that only about 2% of the energy is used in the welding process, which may take only 20 msecs, but the Paton Institute has developed the technique to produce multiple welds and component forming at the same time to improve the energy efficiency. The Paton Institute and Pulsar have independently developed magnetic pulse welding as a more precisely controllable equivalent to explosive welding, whereby the ‘flyer’ or moving component is forced against the other component due to the magnetic forces generated by a high pulse of energy in an induction coil. Sleeved joints have been fabricated in steel tubes of up to 160 mm diameter and up to 3 mm wall thickness, and the process has been used to join dissimilar materials in heat exchangers, thermal barriers, power leads and transition pieces.
Techniques for Stationary Components
And finally, as a non-moving and non-electrical technique for enhancing friction joints, as in pressed fit components such as dowel pins, gear shafts and swaged wire cable ties, use can be made of a range of Trib-gels developed by Tribtech. A gel is rubbed onto the components that are initially a sliding fit, and the relative movement cleans the material surfaces, which then bond together. On rupturing the joint, it has been found that there has been metal-metal bonding, similar in appearance to galling on aluminium or stainless steel components. Gels have been developed for steels, aluminium, titanium, cobalt and nickel alloys, and the bond may originate from local hydrogen generation and its interaction with the clean material. A full understanding of the phenomenon has not yet been developed, but the dramatic increase in frictional properties could have been of assistance in the cable ties in London recently when they were used to lift the Millennium Big Wheel for the first time in September 1999.
|